Most buyers land on this comparison after a safety manager flags a chemical exposure risk and procurement starts looking at cost. Neoprene has a reputation for broad chemical resistance. Nitrile has a reputation for being cheaper. The real question is whether that reputation gap is still accurate — and for most industrial applications today, it isn't.
Quick verdict: For the majority of industrial chemical handling applications, nitrile delivers comparable or superior protection at 30–50% lower unit cost. Neoprene earns its place in a narrow set of scenarios — primarily concentrated acid splash environments and specific solvent exposures where nitrile's permeation resistance falls short. Outside those scenarios, you're paying a neoprene premium that doesn't translate into better protection for your workers or lower liability for your operation.

The Real Cost Gap Between Nitrile and Neoprene
Neoprene is a synthetic rubber that costs more to produce than nitrile — the raw material price difference is real and consistent. At container scale, neoprene gloves typically run 35–55% higher per thousand pieces than equivalent-thickness nitrile. That gap compounds fast when you're stocking a distribution warehouse or supplying a manufacturing facility that burns through 50,000 pairs a month.
We've had buyers come to us after switching their entire industrial line to neoprene based on a single chemical resistance chart recommendation. Six months later, they're back — not because the neoprene failed, but because the landed cost was eating their margin and their end customers were pushing back on price. The protection profile was nearly identical for their actual application (petroleum-based lubricants and mild acids), and they'd been paying a 40% premium for it.
The cost comparison isn't just unit price. Factor in:
- Freight weight: Neoprene gloves run heavier per pair at equivalent thickness, adding to container weight and landed cost
- MOQ flexibility: Neoprene SKUs carry higher minimum order requirements from most manufacturers, tying up more working capital per SKU
- Shelf life: Both materials have comparable shelf life under proper storage, so this isn't a differentiator
- Replacement frequency: If your application involves high-abrasion contact, nitrile's puncture resistance at equivalent thickness often means longer wear life — fewer replacements per shift
(The weight difference sounds minor until you're calculating freight on a 40-foot container. We've seen buyers save $800–1,200 per container just on the weight delta when switching from neoprene to nitrile for compatible applications.)
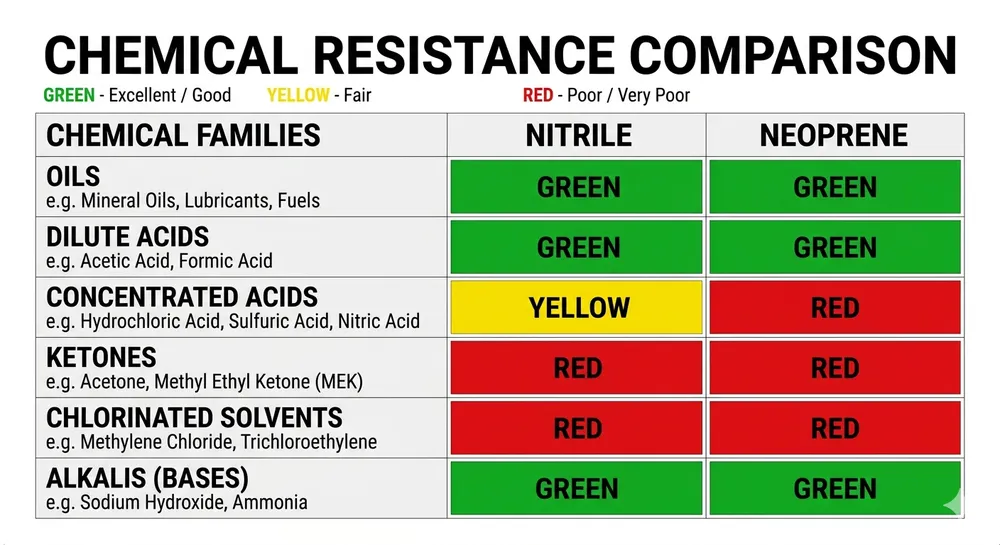
Head-to-Head: Chemical Resistance and Physical Properties
This is where the comparison gets specific. The table below covers the dimensions that actually matter for industrial sourcing decisions — not every lab parameter, just the ones that change your protection outcome or your cost.
| Property | Industrial Nitrile | Neoprene |
|---|---|---|
| Oil & petroleum resistance | Excellent | Good |
| Dilute acid resistance | Excellent | Excellent |
| Concentrated acid resistance | Good | Very Good |
| Ketone/acetone resistance | Poor | Good |
| Chlorinated solvent resistance | Poor | Moderate |
| Alkali resistance | Excellent | Good |
| Abrasion resistance | Excellent | Good |
| Puncture resistance | Excellent | Moderate |
| Flexibility at low temp | Good | Excellent |
| Relative unit cost | Baseline | +35–55% |
| Typical industrial thickness | 4–8 mil | 15–30 mil |
| Latex protein allergen risk | None | None |
Two things stand out in that table. First, nitrile beats neoprene on oil and petroleum resistance — which covers the majority of industrial chemical exposures in manufacturing, automotive, and maintenance environments. Second, neoprene's advantage is concentrated in ketones, chlorinated solvents, and high-concentration acid splash. If your application doesn't involve those specific chemical families, you're buying neoprene's strengths without needing them.
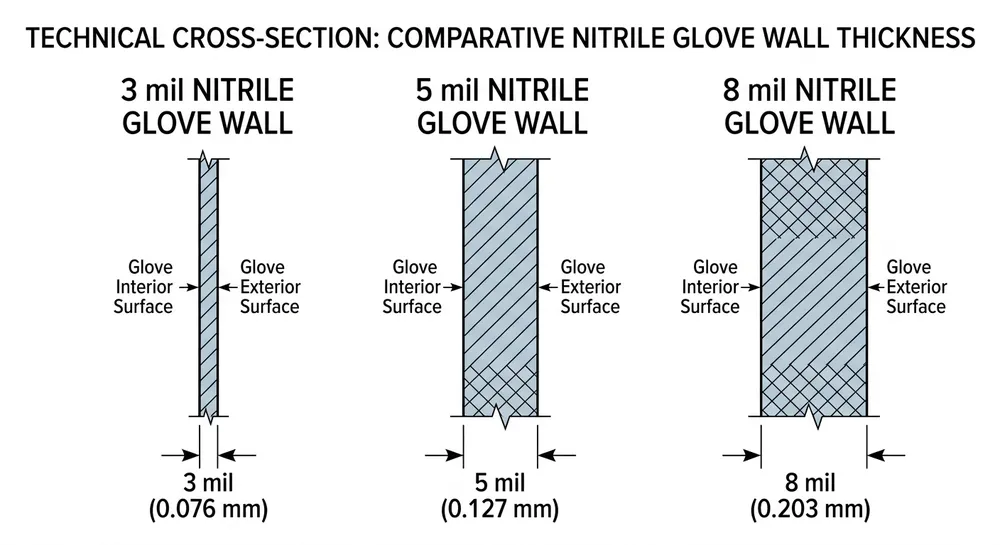
The thickness difference is also commercially significant. Neoprene industrial gloves are typically specified at 15–30 mil because the material needs that thickness to deliver adequate protection. Nitrile achieves comparable or better protection at 4–8 mil, which is why nitrile gloves are lighter, more dexterous, and cheaper to produce per pair.

Where Neoprene's Cost Premium Is Actually Justified
Neoprene isn't the wrong answer — it's the wrong answer for most applications. Here's where it earns its price:
Concentrated acid splash environments: If your workers are handling concentrated sulfuric acid, hydrochloric acid above 30%, or nitric acid, neoprene's permeation resistance at those concentrations is meaningfully better than nitrile. The cost premium is justified when the alternative is a permeation failure that puts a worker in the hospital.
Ketone and ester exposure: Acetone, MEK, ethyl acetate — nitrile degrades quickly in these. If your application involves solvent-based adhesives, coatings, or cleaning agents in this chemical family, neoprene is the correct specification. Nitrile will swell and lose integrity faster than the shift ends.
Cold-environment flexibility: Neoprene maintains flexibility at lower temperatures than nitrile. For outdoor winter applications or cold-storage environments where dexterity matters, neoprene's cold-flex advantage is real.
Outside these three scenarios, the neoprene premium is a sourcing habit, not a protection requirement.
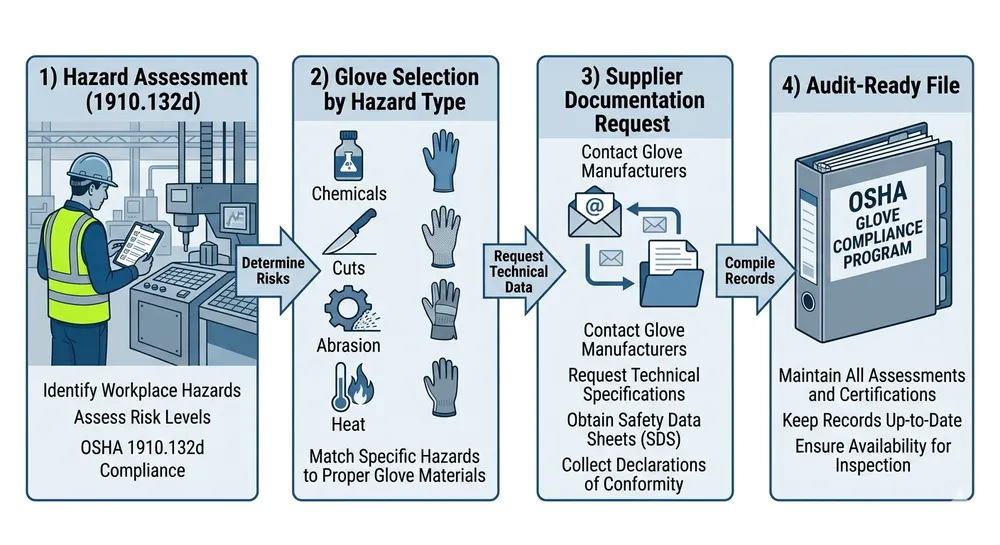
The Hidden Cost Most Buyers Miss: Compliance Documentation
This one catches buyers off guard. Nitrile gloves for industrial use — particularly in North American and European markets — have a well-established certification pathway: ASTM D6319 for industrial nitrile, EN374 for chemical resistance in European markets. The testing infrastructure, the certified labs, and the supplier documentation are mature and widely available.
Neoprene industrial gloves occupy a narrower certification space. Fewer manufacturers produce them at scale, which means fewer options when you need to verify compliance documentation for an OSHA audit or a customer's supplier qualification process. We've had distributors come to us specifically because their neoprene supplier couldn't produce current EN374 test reports — and switching to a certified nitrile specification solved both the compliance gap and reduced their unit cost simultaneously.
(This matters more than buyers expect. A safety distributor who can't produce current chemical resistance test documentation for a product they're selling into a regulated facility is carrying real liability exposure — not just a sourcing inconvenience.)
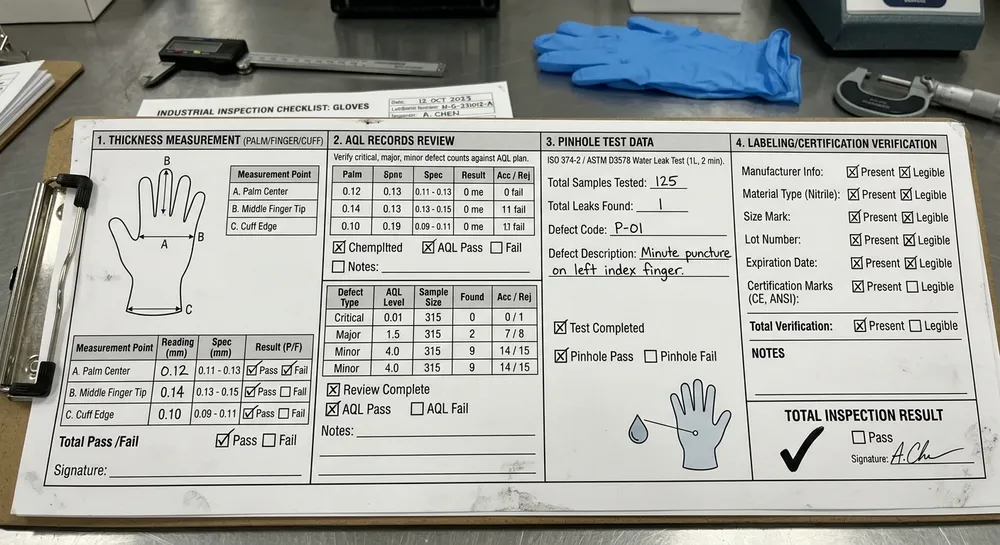
Our Industrial Nitrile Gloves carry ISO 9001:2015, CE, EN455, ASTM D6319, and FDA 510(k) certifications. Every production run is tested to AQL 1.5 with online pinhole detection. When your customer asks for documentation, it's ready.

Application Showdown: Which Wins in Real Industrial Scenarios
Automotive Assembly and Maintenance
Winner: Nitrile
Petroleum-based lubricants, hydraulic fluids, brake fluid, and mild degreasers — this is nitrile's home territory. Excellent oil resistance, superior puncture resistance for handling metal components, and 4–6 mil thickness gives workers the dexterity they need on the line. At the volume automotive facilities consume (often 10,000–30,000 pairs per month per facility), the cost difference between nitrile and neoprene is a significant line item. Neoprene adds cost without adding protection for this chemical profile.
Chemical Manufacturing and Lab Handling
Winner: Depends on the specific chemical — but nitrile covers 70–80% of the exposure map
For alkali handling, acid dilution work, and general chemical processing with petroleum-based feedstocks, nitrile is the correct and more economical specification. For facilities handling concentrated ketones, chlorinated solvents, or high-concentration mineral acids as primary exposures, neoprene or a laminate alternative is the right call. The mistake we see most often is facilities defaulting to neoprene for the entire chemical handling operation when only one or two workstations actually require it — the rest of the facility is paying a premium for protection they don't need.
Food Processing and Pharmaceutical Manufacturing
Winner: Nitrile
Powder-free, accelerator-free nitrile is the standard specification for food contact and pharmaceutical environments. Neoprene has no meaningful advantage here and carries higher cost. Nitrile's chemical resistance to cleaning agents (quaternary ammonium compounds, dilute bleach, caustic wash solutions) is excellent. This is also the segment where FDA 510(k) clearance and EN455 compliance matter most — documentation that's readily available for industrial nitrile and harder to source for neoprene.
Janitorial, Facilities Maintenance, and General Industrial
Winner: Nitrile
Dilute cleaning chemicals, solvents, and general-purpose chemical exposure — nitrile handles this at lower cost with better abrasion resistance. The only scenario where neoprene makes sense in this segment is if the facility uses acetone-based or chlorinated cleaning products as primary agents, which is increasingly uncommon given VOC regulations.
What to Verify When Sourcing Either Option
Whether you're specifying nitrile or neoprene, the sourcing risks are similar — and the documentation gaps are where buyers get burned.
For nitrile, verify:
- Mil thickness at palm and fingertip (not just nominal spec — ask for the tolerance range, typically ±0.02mm from a quality manufacturer)
- AQL inspection level — AQL 1.5 is the standard for industrial applications; some suppliers ship to AQL 2.5 or 4.0 and don't disclose it
- Chemical resistance test reports specific to your exposure chemicals — a generic EN374 rating doesn't tell you permeation breakthrough time for your specific chemical
- Accelerator-free formulation if your end customer has latex or chemical sensitivity requirements
- Powder-free certification — industrial environments increasingly require this for contamination control
For neoprene, verify:
- Thickness specification — neoprene gloves vary widely (15–30 mil) and the protection profile changes significantly across that range
- Chemical resistance test reports for your specific chemical families — neoprene's advantage over nitrile is application-specific, not universal
- Supplier production scale — neoprene is a lower-volume product category; verify your supplier can hold spec across repeat orders, not just samples
- Current certification documentation — EN374 and ASTM test reports should be dated within the last 2–3 years
RFQ language that protects you:
When you send an RFQ for industrial gloves, include: chemical exposure list (specific chemicals, not just "chemicals"), required breakthrough time if known, AQL level required, thickness tolerance range, and certification requirements by market. A supplier who can't respond to those specifics is a supplier who will send you a sample that passes and a production run that doesn't.
Scenario Decision Map: Which Option Fits Your Order
| Your Application | Recommended Option | Reason |
|---|---|---|
| Petroleum, oils, lubricants | Nitrile | Superior oil resistance, lower cost |
| Dilute acids and alkalis | Nitrile | Equivalent protection, 35–55% lower cost |
| Concentrated mineral acids | Neoprene | Better permeation resistance at high concentrations |
| Ketones, acetone, MEK | Neoprene | Nitrile degrades rapidly in ketone exposure |
| Chlorinated solvents | Neoprene | Nitrile has poor chlorinated solvent resistance |
| Food processing / pharma | Nitrile | Standard specification, better documentation |
| Automotive assembly | Nitrile | Oil resistance + puncture resistance + cost |
| Cold-environment dexterity | Neoprene | Better low-temperature flexibility |
| General industrial / janitorial | Nitrile | Adequate protection at lower total cost |
If your application appears in the nitrile column, you're likely paying a neoprene premium you don't need. If it appears in the neoprene column, the premium is justified — but verify the documentation before you commit to a supplier.
For most safety distributors building an industrial glove line, the practical answer is: stock nitrile as your primary SKU across 4 mil, 6 mil, and 8 mil thickness grades, and carry one neoprene SKU for the specific chemical exposure scenarios where it's genuinely required. That SKU mix covers 90%+ of industrial applications without overpaying on the majority of your volume.
We've been manufacturing Industrial Nitrile Gloves since 2007 — 8 automated dipping lines, 1.2 billion pieces annual capacity, and an in-house compounding lab that lets us hold thickness tolerance at ±0.02mm across production runs. If you're building out an industrial safety line and want to map your chemical exposure requirements to the right specification, send your application details to Request Quote and we'll come back with a spec recommendation and pricing across the thickness grades that fit your market.