Most supplier lists for industrial nitrile gloves in the USA are the same article recycled: a handful of distributor names, no distinction between who makes the product and who resells it, and nothing that helps you evaluate whether the gloves will hold spec on your third container order. This guide is built differently. It maps the actual supply landscape — who the major players are, what model they operate under, and where factory-direct sourcing changes the economics for buyers running repeat volume.
The ten suppliers below were selected based on market presence, product scope, and verifiable US operations. Where a company is a distributor, that's stated plainly. Where a company is a manufacturer, that's stated too. The distinction matters more than the ranking.

Why Most "Supplier" Lists Are Actually Distributor Lists
Before the names, the framework. The US industrial glove market runs on two fundamentally different supply models, and most sourcing articles don't bother to separate them.
Distributors hold domestic inventory, ship fast, and accept small orders. They source from manufacturers — usually in Malaysia, China, or Thailand — and mark up accordingly. Their value is speed and convenience. Their limitation is that they can't lock your spec, can't guarantee the same factory compound across reorders, and can't give you factory-direct pricing at container scale.
Factory-direct manufacturers require longer lead times and higher MOQs, but they give you something distributors can't: a fixed formulation, a documented AQL standard, and pricing that doesn't carry a middleman's margin. For buyers running 10+ containers per year, the economics shift decisively toward factory-direct.
(The practical test: ask your current supplier for the factory's AQL outgoing inspection report. If they can't produce one, you're buying through a distributor — even if their website says "manufacturer.")
The ten companies below span both models. Use this list to understand the landscape, not just to collect names.
How to Evaluate Industrial Nitrile Glove Suppliers Before You Commit
Supplier selection for industrial nitrile gloves isn't complicated, but it requires asking the right questions. Here's what separates a reliable supply partner from a convenient one.
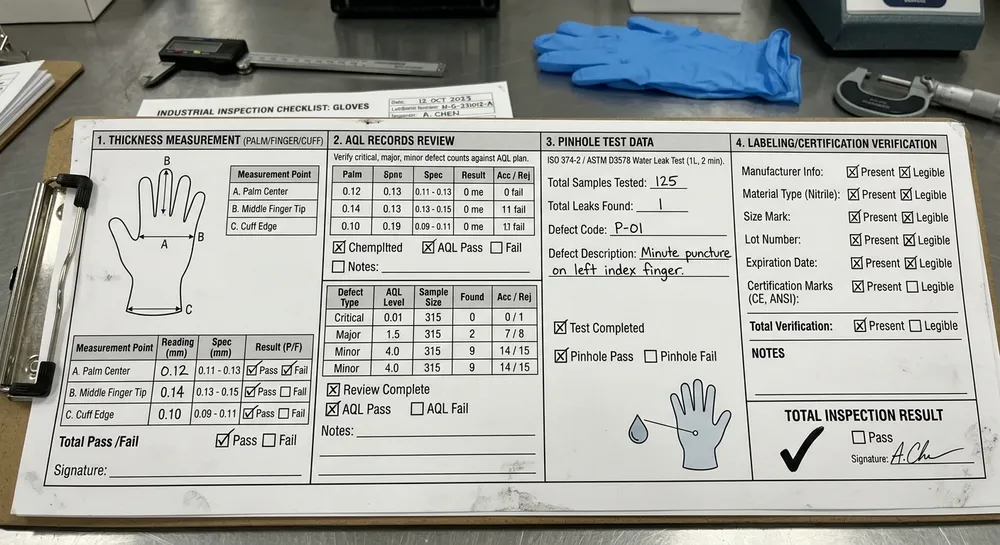
AQL standard: Most factories ship at AQL 2.5. That means up to 2.5% of gloves in a lot can fail inspection and the lot still passes. For industrial applications — chemical handling, automotive assembly, food processing — that failure rate shows up as field complaints and warranty exposure. AQL 1.5 is the tighter standard; fewer defects reach your customer.
Mil thickness consistency: A glove spec'd at 4 mil that arrives at 3.2 mil at the fingertip is a different product. Ask for thickness measurement data across palm, finger, and cuff — not just a nominal spec on a data sheet.
Certifications relevant to your market:
- ASTM D6319 — the US standard for nitrile examination gloves; required for most industrial and medical-adjacent applications
- FDA 510(k) — required if your customers use gloves in any medical or food-contact context
- ISO 9001:2015 — quality management system certification; confirms the factory has documented processes, not just a quality claim
- EN455 — European standard; relevant if you're supplying into export markets
MOQ and lead time: Domestic distributors can ship next-day on small orders. Factory-direct manufacturers typically require 1 container minimum (roughly 2,000 boxes for standard SKUs) with 25–35 day lead times. Know which model fits your order pattern before you start negotiating.
Documentation readiness: Safety distributors supplying industrial accounts need SDS sheets, ASTM test reports, and FDA clearance letters on file. Ask for these before the first order, not after a compliance audit.

Top 10 Industrial Nitrile Glove Suppliers in the USA
The following table summarizes the ten suppliers, their model type, and their primary value proposition. Detailed notes follow.
| # | Supplier | Model | Primary Value |
|---|---|---|---|
| 1 | Grainger | Distributor | Broadest PPE catalog, national branch network |
| 2 | Uline | Distributor | Competitive distributor pricing, fast shipping |
| 3 | MCR Safety | US Brand / Importer | Branded industrial PPE, wide glove range |
| 4 | Ansell | Manufacturer (global) | Premium industrial and chemical-resistant grades |
| 5 | Kimberly-Clark Professional | Manufacturer (global) | Kleenguard brand, industrial and cleanroom grades |
| 6 | Protective Industrial Products (PIP) | Distributor / Brand | Broad safety product portfolio |
| 7 | Cordova Safety Products | Distributor / Importer | Value-tier industrial gloves, broad SKU range |
| 8 | Superior Glove | Manufacturer (Canada/global) | Engineered hand protection, custom capability |
| 9 | Lakeland Industries | Manufacturer (global) | Chemical and hazmat protection focus |
| 10 | glovemfg (Qingdao Glovemfg Medical Products) | Factory-Direct Manufacturer | AQL 1.5, ASTM D6319 + FDA 510(k), container-direct pricing |
—
1. Grainger — grainger.com
Model: National industrial distributor Supplier type: Distributor (sources from multiple manufacturers)
Grainger is the largest industrial supply distributor in the US, with a PPE catalog that covers hundreds of nitrile glove SKUs across brands including Ansell, Kimberly-Clark, and their own Condor private label. Their value is unmatched for emergency replenishment and small-volume orders — same-day pickup at branch locations, next-day delivery on most SKUs.
For repeat container-scale procurement, Grainger's pricing reflects distributor margins. You're buying convenience, not factory economics. They don't offer OEM capability, spec-locked formulations, or direct factory documentation. If your account needs ASTM D6319 test reports from the originating factory, you'll need to request them through Grainger's supplier chain — which adds a step.
Best fit: Emergency restocking, small-volume accounts, buyers who need immediate availability over unit cost.
—
2. Uline — uline.com
Model: Packaging and industrial supply distributor Supplier type: Distributor
Uline carries a focused range of nitrile gloves — primarily their own private-label SKUs alongside a few branded options — at competitive distributor pricing. Their catalog is narrower than Grainger's but their ordering experience is straightforward and their shipping network is fast across the continental US.
Like Grainger, Uline is a distributor. They don't manufacture, don't offer OEM, and can't provide factory-level documentation. Their nitrile gloves are sourced from Asian manufacturers; the specific factory and AQL standard aren't published. For buyers who need spec consistency documentation for OSHA compliance files, that's a gap worth noting.
Best fit: Buyers who prioritize ordering simplicity and fast domestic delivery over spec documentation depth.
—
3. MCR Safety — mcrsafety.com
Model: US safety brand, sources from Asian manufacturing Supplier type: Importer / brand owner
MCR Safety is a Memphis-based safety products company with a broad glove portfolio that includes nitrile, leather, and cut-resistant options. Their nitrile range covers light industrial through chemical-resistant grades. They operate as a brand owner — product is manufactured in Asia and imported under the MCR label.
Their distribution network is well-established in the US safety distributor channel, and their product documentation is generally solid for standard industrial applications. They don't offer OEM or private-label capability for third-party buyers. Pricing sits between pure distributor and factory-direct.
Best fit: Safety distributors who want a recognized US brand with established distributor channel support.
—
4. Ansell — ansell.com
Model: Global PPE manufacturer Supplier type: Manufacturer with US distribution
Ansell is one of the largest PPE manufacturers globally, with manufacturing operations in Malaysia, Sri Lanka, and other locations. Their industrial nitrile range — including the HyFlex and TouchNTuff lines — covers light assembly through chemical-resistant applications. Ansell products are widely specified in automotive, electronics, and chemical processing environments.
For US buyers, Ansell sells through distributors rather than direct to end-users at standard volumes. Their pricing reflects a premium brand position. Chemical resistance data and technical documentation are thorough and publicly available. If you're supplying accounts that specify Ansell by name, you're buying through their distribution channel.
Best fit: Accounts with brand-specified requirements, chemical processing environments needing detailed permeation data.
—
5. Kimberly-Clark Professional — kcprofessional.com
Model: Global manufacturer Supplier type: Manufacturer with US distribution
Kimberly-Clark Professional's Kleenguard brand covers nitrile gloves for industrial, cleanroom, and food-processing applications. Their G10 and G20 lines are widely used in electronics manufacturing and pharmaceutical environments. Like Ansell, they sell through distributors in the US market.
Their documentation package is strong — ASTM compliance, FDA clearance where applicable, and detailed chemical resistance guides. The trade-off is that you're buying a branded product at branded pricing, with no ability to customize spec or formulation for your specific application.
Best fit: Cleanroom, pharmaceutical, and electronics accounts where Kleenguard is an approved brand.
—
6. Protective Industrial Products (PIP) — pipusa.com
Model: Safety products distributor and brand owner Supplier type: Distributor / importer
PIP is a broad-line safety products company with a large glove portfolio under multiple sub-brands. Their nitrile range spans disposable examination grades through heavier industrial options. They operate primarily as a distributor and brand aggregator — sourcing from multiple factories and selling through the safety distributor channel.
PIP's value is catalog breadth and established distributor relationships. Their documentation varies by product line and source factory. For buyers who need consistent spec documentation across a full year's orders, it's worth confirming which factory produces each SKU and whether that factory assignment is stable across reorders.
Best fit: Safety distributors who need a broad catalog from a single vendor relationship.
—
7. Cordova Safety Products — cordovasafety.com
Model: Safety products importer and distributor Supplier type: Importer / distributor
Cordova Safety Products is a value-tier industrial safety supplier with a wide glove range that includes nitrile disposables and reusable industrial grades. They source from Asian manufacturers and sell through the US distributor channel. Their pricing is competitive at the lower end of the market.
For buyers prioritizing unit cost over documentation depth, Cordova is a viable option for standard industrial applications. Their technical documentation is less comprehensive than premium brands, and factory-level AQL data isn't prominently published. Suitable for applications where OSHA documentation requirements are minimal.
Best fit: Cost-sensitive industrial accounts, standard applications without strict compliance documentation requirements.
—
8. Superior Glove — superiorglove.com
Model: Manufacturer (Canada-based, global operations) Supplier type: Manufacturer with US distribution
Superior Glove is a Canadian manufacturer with a strong reputation in engineered hand protection — cut-resistant, chemical-resistant, and specialty industrial grades. Their nitrile range includes both disposable and reusable options. They have US distribution and sell direct to larger accounts as well as through distributors.
Their engineering capability is genuine — they develop custom glove configurations for specific industrial applications, and their technical documentation is detailed. Lead times for custom work are longer than off-the-shelf distributor orders. For buyers who need a non-standard configuration, Superior Glove is worth a direct conversation.
Best fit: Accounts requiring engineered or custom hand protection solutions, cut-resistant nitrile combinations.
—
9. Lakeland Industries — lakeland.com
Model: Global PPE manufacturer Supplier type: Manufacturer with US operations
Lakeland Industries focuses on chemical and hazmat protective equipment, with a glove range that skews toward heavier chemical protection applications. Their nitrile offerings are positioned for chemical handling, emergency response, and industrial environments with serious exposure risk. They manufacture in multiple countries and sell through distributors and direct channels in the US.
Their chemical resistance documentation is thorough — relevant for buyers supplying chemical processing, oil and gas, or hazmat response accounts. Their disposable nitrile range is narrower than Grainger or Uline's catalog, but the documentation depth is stronger.
Best fit: Chemical processing, oil and gas, and hazmat response accounts where chemical resistance documentation is a primary requirement.
—
10. glovemfg (Qingdao Glovemfg Medical Products Co., Ltd.) — glovemfg.com
Model: Factory-direct manufacturer Supplier type: Manufacturer (Qingdao, China — direct export to US buyers)
glovemfg is the factory-direct option in this list — the only entry that ships container orders directly from the manufacturing facility without a distributor layer. That distinction has specific commercial implications worth understanding.
We've been running since 2007. The facility is 18,000 square meters, 8 fully automated dipping lines, 220 employees, 1.2 billion pieces annual capacity. When you're placing a 5-container annual contract, that capacity means your order doesn't compete with someone else's for line time.
The AQL standard we run is 1.5 outgoing — tighter than the AQL 2.5 most factories use. We added online pinhole detection systems to every line because the most common field complaint we heard from US safety distributors wasn't thickness — it was pinhole failures that showed up after the container cleared customs. AQL 1.5 with inline detection means fewer destination port rejections and fewer field complaints reaching your accounts.
(We've shipped to North America, Europe, the Middle East, and Australia. The US market is the most documentation-intensive — OSHA compliance files, ASTM D6319 test reports, FDA 510(k) clearance letters. We keep all of it current and ready to send with the first sample request.)
Our in-house compounding lab is the piece that matters most for repeat-volume buyers. We formulate the nitrile compound ourselves rather than buying pre-mixed compound from a supplier. That means when you place your fourth container order, the compound is the same as the first — same tensile strength, same elongation, same chemical resistance profile. Spec drift between orders is the most common quality complaint we hear from buyers who've switched to us from other factories. Owning the compound eliminates that variable.
Standard SKUs in production rotation include 4-mil, 6-mil, and 8-mil powder-free nitrile — no custom tooling lead time for heavy industrial grades. Accelerator-free and textured fingertip variants are available from the same facility. Certifications: ISO 9001:2015, CE, EN455, ASTM D6319, FDA 510(k).
For Industrial Nitrile Gloves at container scale, the factory-direct model changes the landed cost calculation meaningfully. The section below explains when that math works in your favor.
The Documentation Package Safety Distributors Actually Need
This is the section most supplier lists skip. If you're a safety distributor supplying industrial accounts, your customers' OSHA compliance files require specific documentation from the glove supplier. Knowing what to ask for before you place an order saves a compliance audit scramble later.
What to request from any industrial nitrile glove supplier before the first order:
- ASTM D6319 test report — confirms the gloves meet the US standard for nitrile examination gloves (tensile strength, elongation, AQL). Request the actual test report, not just a certificate of conformance.
- FDA 510(k) clearance letter — required if your accounts use gloves in any medical, food-contact, or pharmaceutical-adjacent application. The clearance number should be verifiable on the FDA database.
- ISO 9001:2015 certificate — confirms the factory has a documented quality management system. Check the certificate expiry date and the certifying body.
- SDS (Safety Data Sheet) — required for chemical-resistant grades; should specify the nitrile compound and any additives.
- AQL inspection report — the outgoing inspection report from the factory, not just a stated AQL level. AQL 1.5 and AQL 2.5 are meaningfully different; the report shows which standard was actually applied to your lot.
- Pinhole test data — relevant for chemical handling applications; confirms the lot was tested for integrity failures.
(One thing we've noticed: buyers who ask for these documents upfront get better service from every supplier, not just us. It signals that you know what you're buying and that your accounts have compliance requirements. Suppliers who can't produce these documents quickly are telling you something about their QC process.)
For chemical resistant industrial nitrile gloves specifically, also request permeation test data for the chemicals your accounts handle — not just a generic chemical resistance chart.
Local Distributor vs. Factory-Direct: When Each Model Makes Commercial Sense
The honest answer is that both models have a place in a well-run sourcing strategy. The mistake is using the wrong model for the wrong order pattern.
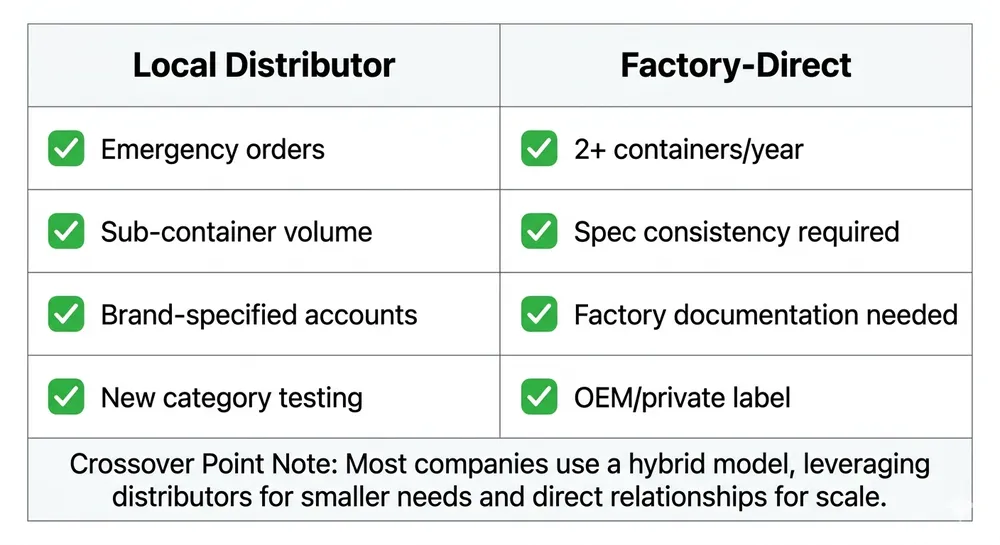
Local distributor sourcing makes sense when:
- You need product in 24–72 hours for an emergency restocking situation
- Your order volume is below 1 container (roughly 2,000 boxes for standard SKUs)
- Your account requires a specific branded product (Ansell, Kleenguard) by name
- You're testing a new product category before committing to container volume
- Local compliance timing requires domestic inventory
Factory-direct sourcing makes sense when:
- You're running 2+ containers per year on the same SKU
- You need spec consistency guaranteed across a full contract year
- Your accounts require factory-level documentation (ASTM test reports, FDA clearance, AQL inspection reports)
- You want OEM or private-label capability — your brand on the box
- Your margin on the product is being compressed by distributor pricing
The crossover point for most safety distributors is somewhere around 3–5 containers per year on a single SKU. Below that, the convenience of domestic inventory usually outweighs the unit cost savings from factory-direct. Above that, the economics shift — and the spec consistency advantage of factory-direct becomes commercially significant.

Mil Thickness and Chemical Resistance: Matching Spec to Application
Most sourcing decisions for industrial nitrile gloves fail at the spec selection stage, not the supplier selection stage. Buying the wrong mil thickness for the application is a more common problem than buying from the wrong supplier.
Here's how we think about it after 18 years of matching gloves to industrial environments:
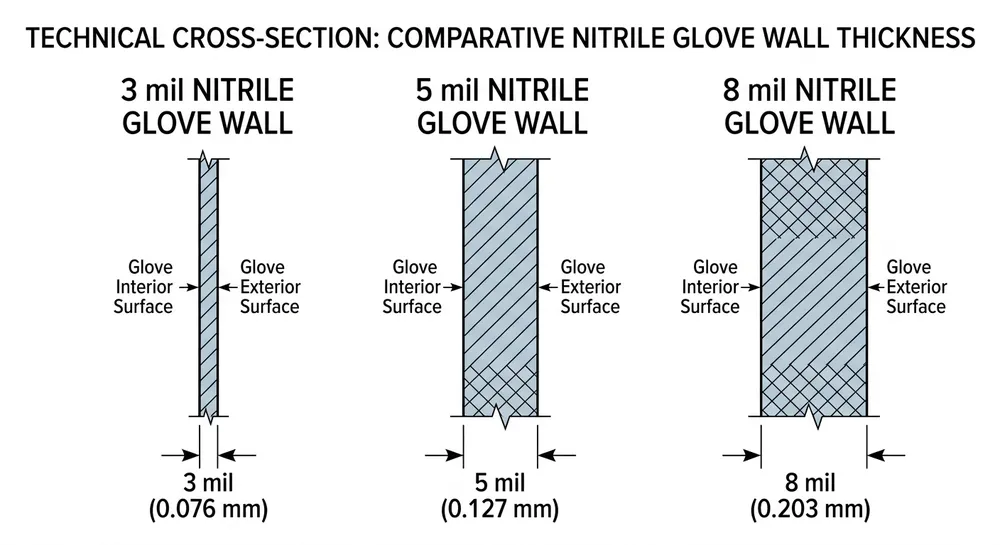
4 mil (0.10mm nominal): Light assembly, electronics handling, food processing where dexterity matters more than chemical protection. Not suitable for solvent exposure or prolonged chemical contact. The most common spec for general industrial use.
6 mil (0.15mm nominal): The workhorse spec for industrial safety distributors. Covers automotive assembly, light chemical handling, janitorial and maintenance applications. Enough thickness for puncture resistance in most non-sharp environments. This is the spec we move the most volume on for US industrial accounts.
8 mil (0.20mm nominal): Chemical handling, oil and gas, applications with solvent exposure or mechanical stress. The extra thickness adds meaningful chemical permeation resistance and extends wear time in demanding environments. (Note: 8-mil is in our standard production rotation — no custom tooling lead time, which matters when you're trying to quote a new account quickly.)
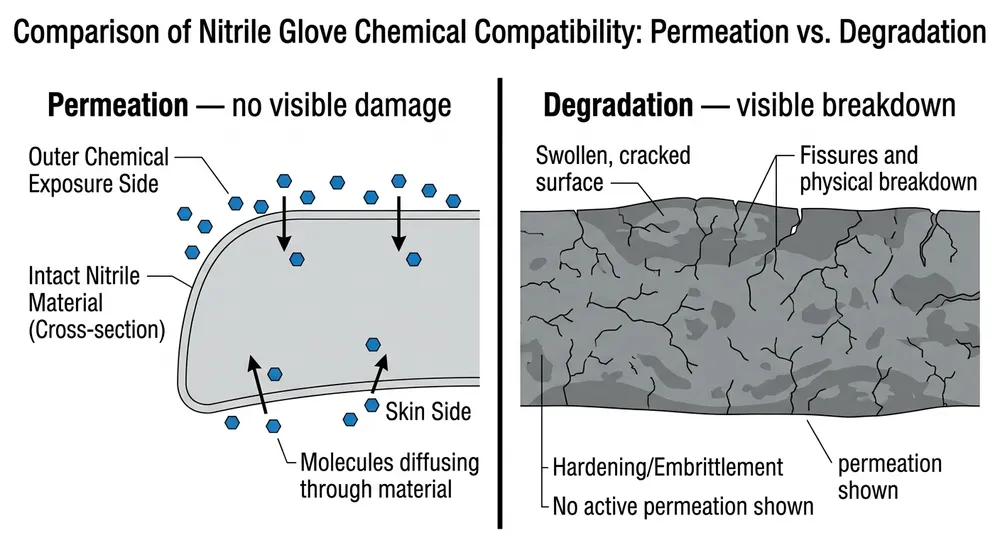
Chemical resistance specifics: Nitrile handles petroleum-based chemicals, oils, greases, and many solvents well. It does not handle ketones (acetone, MEK) or strong oxidizing acids well — those applications need neoprene or butyl rubber. If your account is handling acetone-based cleaners, a nitrile glove is the wrong spec regardless of mil thickness. We've seen buyers learn this the hard way after a field complaint.
For heavy-duty industrial nitrile gloves in demanding environments, the 8-mil spec with textured fingertips is the configuration that holds up best across automotive, oil and gas, and chemical processing applications.
Frequently Asked Questions
What AQL standard should I require from an industrial nitrile glove supplier?
For industrial applications, AQL 1.5 is the tighter standard and the one worth specifying in your purchase order. Most factories ship at AQL 2.5, which allows up to 2.5% of gloves in a lot to fail inspection and still pass. AQL 1.5 cuts that acceptance threshold in half. The practical difference shows up at the destination port — AQL 2.5 lots have a higher rejection rate on arrival inspection, which means delayed shipments and replacement orders. If your accounts have OSHA compliance requirements, ask for the factory's outgoing AQL inspection report, not just a stated standard.
What's the minimum order for factory-direct industrial nitrile gloves?
For standard SKUs (4-mil, 6-mil, 8-mil powder-free nitrile), the practical minimum for factory-direct pricing is 1 container — approximately 2,000 boxes depending on glove size and pack configuration. Below that volume, domestic distributor pricing is usually more economical once you factor in freight and lead time. At 2+ containers per year on the same SKU, factory-direct pricing typically delivers meaningful unit cost savings over distributor pricing.
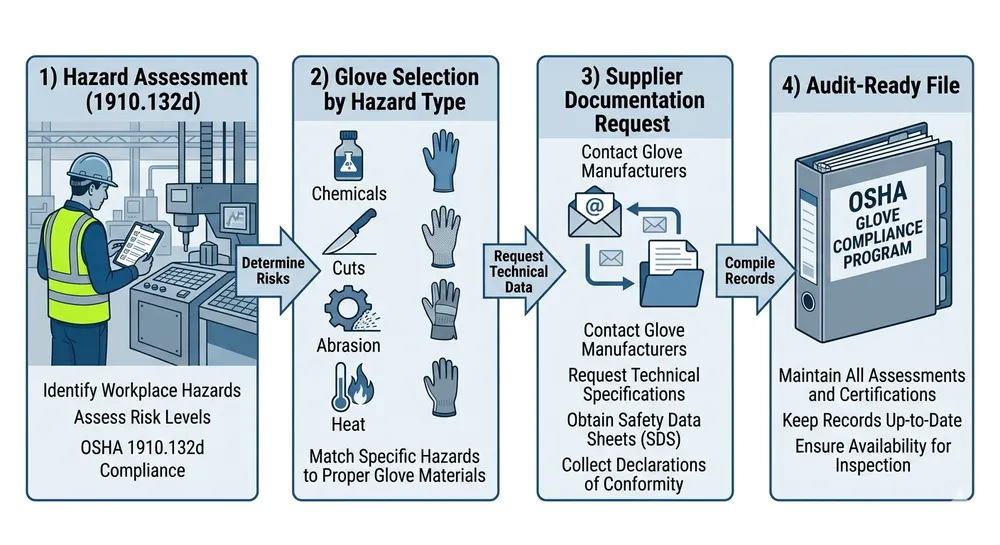
What certifications do I need from a nitrile glove supplier for OSHA compliance?
OSHA's PPE standard (29 CFR 1910.138) requires that gloves be appropriate for the hazard — it doesn't mandate specific certifications by name. In practice, safety distributors supplying industrial accounts should have ASTM D6319 test reports on file for nitrile examination gloves, and FDA 510(k) clearance if the gloves are used in any medical or food-contact context. ISO 9001:2015 certification from the factory confirms documented quality management processes. Keep the actual test reports, not just certificates of conformance — auditors ask for the underlying data.
How do I prevent spec inconsistency across repeat container orders?
Spec inconsistency between orders is almost always a compounding issue — the factory is buying pre-mixed nitrile compound from a supplier, and the compound varies batch to batch. The fix is sourcing from a factory with an in-house compounding lab that formulates its own nitrile. When the factory controls the compound, they can lock the formulation to your spec and reproduce it consistently across a full contract year. Ask your supplier directly: do you formulate your own compound, or do you buy pre-mixed? The answer tells you a lot about their spec consistency capability.
What's the difference between ASTM D6319 and EN455 for industrial nitrile gloves?
ASTM D6319 is the US standard for nitrile rubber examination gloves — it covers dimensions, tensile strength, elongation, and AQL requirements. EN455 is the European equivalent for medical gloves, covering similar properties but with different test methods and acceptance criteria. For US industrial buyers, ASTM D6319 is the relevant standard. If you're supplying into European markets or export accounts, EN455 compliance is additionally required. Some factories carry both — worth confirming if your distribution covers multiple markets.
Sourcing the Right Supplier for Your Volume and Documentation Needs
The ten suppliers above cover the full range of what's available to US industrial buyers — from next-day domestic distributors to factory-direct manufacturers with full ASTM and FDA documentation. The right choice depends on your order pattern, your accounts' compliance requirements, and how much spec consistency matters across your contract year.
For buyers running repeat container volume who need factory-level documentation and consistent spec across orders, the factory-direct model is worth a direct comparison. We ship to US safety distributors and industrial importers from our Qingdao facility — 8 lines, AQL 1.5, ASTM D6319 and FDA 510(k) documentation ready, 6-mil and 8-mil in standard production rotation.
If you're evaluating factory-direct sourcing for your next contract cycle, the practical next step is a sample order against your current spec. Send us your glove grade (6-mil, 8-mil, chemical resistant), size range, and annual volume estimate — we'll send back factory-direct pricing with the full documentation package for your compliance files.