The most common sourcing mistake we see isn't buying the wrong brand. It's buying the wrong thickness for the job — or assuming all nitrile handles the same chemicals the same way. A 3-mil glove that works fine on a food processing line will fail fast in a solvent-handling environment. When it fails, it's not a glove problem. It's a spec problem that started at the purchase order.
This guide covers how to match industrial nitrile gloves to real applications by thickness, chemical resistance profile, and surface finish — the three variables that actually determine whether a glove performs or gets pulled from the line.

What mil thickness actually controls — and what it doesn't
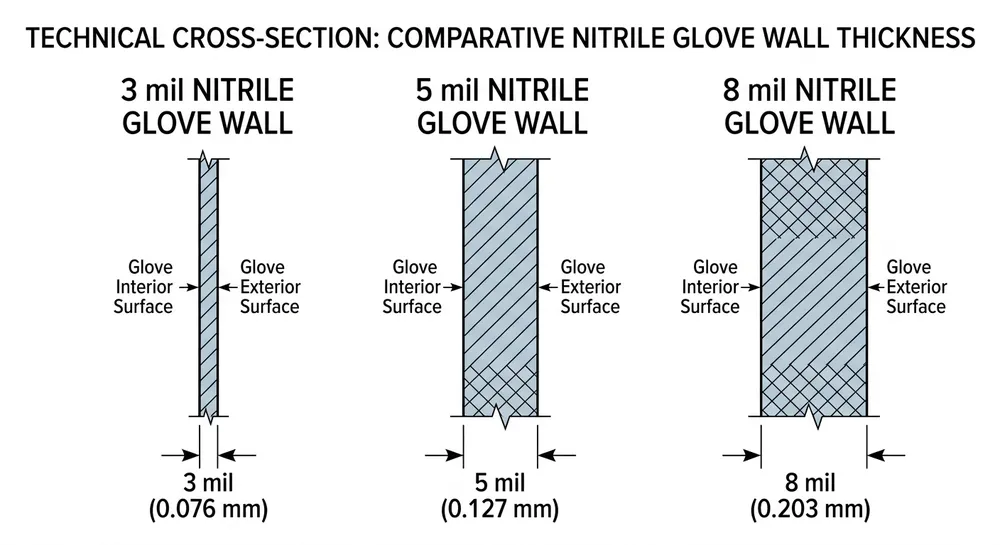
Mil thickness is a wall measurement, not a protection rating. One mil equals 0.0254mm. A standard exam-grade nitrile runs 3–4 mil at the palm. Industrial grades typically start at 5 mil and go up to 8 mil or heavier for chemical handling.
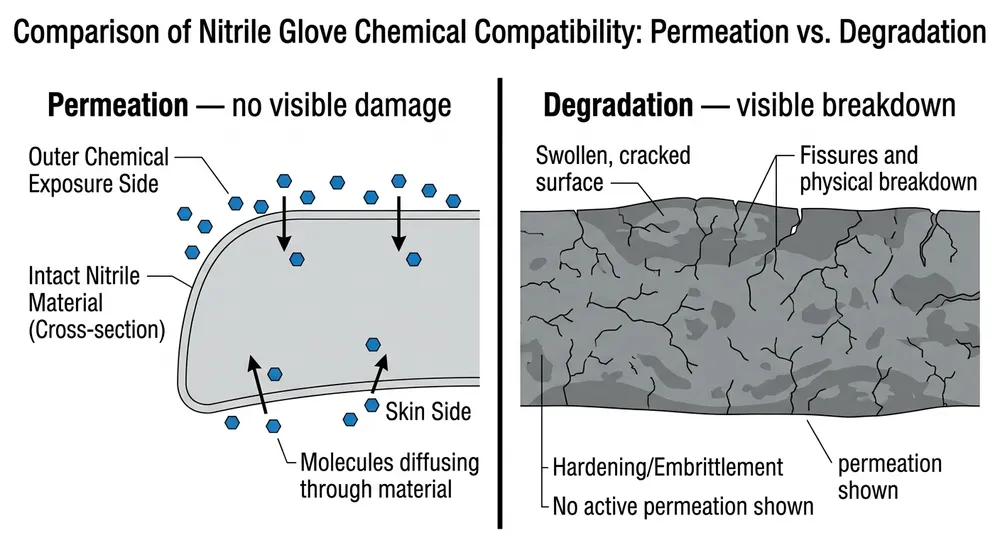
Thicker walls do two things: they slow permeation (how fast a chemical migrates through the glove material) and they resist puncture and abrasion better. What they don't do is block chemicals indefinitely. Every nitrile glove has a breakthrough time — the point at which a chemical permeates through to skin contact. Thickness extends that window; it doesn't eliminate it.
We run our industrial line at 0.08–0.15mm tolerance across the palm, finger, and cuff zones. That tolerance matters because a glove that measures 5 mil at the palm but thins to 3 mil at the fingertip — where most contact happens — is effectively a 3-mil glove where it counts. (This is the spec inconsistency problem that shows up in bulk orders from factories without tight dipping line control.)
| Thickness (mil) | Typical palm measurement | Primary use case |
|---|---|---|
| 3–4 mil | 0.08–0.10mm | Light assembly, food contact, general inspection |
| 5–6 mil | 0.12–0.15mm | Automotive, janitorial, light chemical handling |
| 7–8 mil | 0.18–0.20mm | Solvent handling, petrochemical, heavy industrial |
| 8+ mil | 0.20mm+ | Extended chemical immersion, hazmat support |
The jump from 5 to 8 mil isn't just about protection — it changes how the glove fits and how long a worker can wear it. Thicker gloves reduce tactile feedback, which matters on precision assembly lines. Most of our industrial buyers in automotive and electronics land on 5–6 mil as the practical balance point.
Chemical resistance: what nitrile handles well and where it falls short
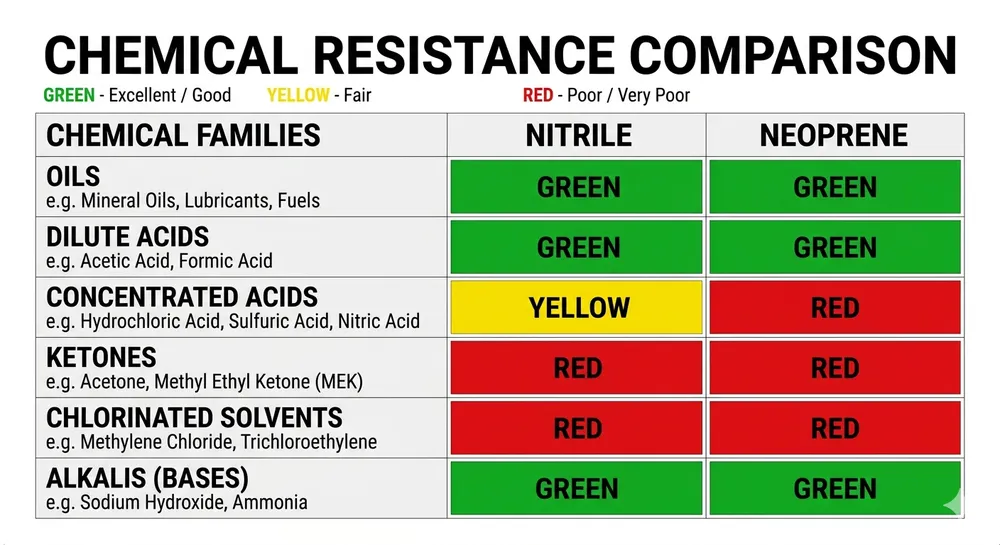
Nitrile's resistance profile is one of the reasons it displaced latex in most industrial settings. It handles oils, greases, fuels, and a wide range of dilute acids and bases well. For the majority of general industrial applications — maintenance, automotive service, light chemical handling — a 5-mil nitrile glove covers the exposure profile without over-specifying.
Where nitrile runs into trouble is with ketones (acetone, MEK), strong oxidizing acids, and aromatic or chlorinated solvents. These chemicals attack nitrile's polymer structure directly. A glove that looks intact can have compromised barrier integrity after brief contact with acetone. The visual check tells you nothing.

The practical rule: if the chemical is a ketone or an aromatic/chlorinated solvent, verify breakthrough time data before specifying nitrile. For those applications, neoprene or butyl rubber may be the right call — or a laminate glove with a nitrile outer layer for grip combined with a chemical-resistant inner liner.
For most industrial buyers, the relevant chemical families break down like this:
- Oils, greases, fuels: nitrile performs well across all thicknesses — this is its core strength
- Dilute acids and bases (pH 2–12 range): good resistance at 5 mil and above; confirm concentration
- Alcohols: generally good, though isopropanol at high concentration warrants a 6-mil minimum
- Ketones (acetone, MEK, MIBK): poor resistance — do not specify nitrile for primary ketone exposure
- Aromatic solvents (toluene, xylene): poor to fair — breakthrough times are short even at 8 mil
- Chlorinated solvents (methylene chloride, TCE): poor — nitrile is not appropriate for these
We get requests for nitrile in solvent-heavy environments fairly often. The honest answer is that nitrile isn't the right material for every chemical job, and we'd rather tell a buyer that upfront than have them deal with a field failure.
Matching thickness and chemistry to your application segments
The selection decision isn't just about the chemical — it's about exposure pattern. A worker who dips hands briefly into a parts-washing solution has a different risk profile than someone handling open containers for extended periods. Duration, frequency, and concentration all affect which spec is appropriate.
Here's how the common industrial segments map to glove specifications:
Automotive service and light manufacturing Oil, grease, and fuel exposure with occasional solvent contact. A 5-mil powder-free nitrile with textured fingertips covers most tasks. The texture matters here — mechanics working with small fasteners need grip, and a smooth-finish glove on an oily surface is a dropped-part problem. We run a textured fingertip variant specifically for this segment.
Food processing and meat handling Regulatory compliance (FDA 510(k) for food contact) plus cut and puncture resistance from bone and equipment. A 4–5 mil food-grade nitrile, powder-free, with AQL 1.5 inspection. The powder-free requirement is non-negotiable in most food facilities — powder contamination is a line-shutdown event.
Janitorial and facilities maintenance Dilute cleaning chemicals, disinfectants, and general surface contact. A 5-mil nitrile handles this well. The volume play here is high — facilities accounts order consistently and in large quantities, which makes spec consistency across production runs a real sourcing concern. (We've had distributors come to us specifically because their previous supplier couldn't hold the same thickness spec across a full year of orders.)
Chemical handling and laboratory This is where the selection gets more specific. For general lab work with dilute reagents, 6-mil nitrile is standard. For anything involving concentrated acids, ketones, or halogenated solvents, the spec conversation needs to start with a chemical compatibility review, not a thickness number.
Petrochemical and oil field Fuel and hydrocarbon exposure at higher concentrations than automotive. 7–8 mil nitrile, with extended cuff length (12" minimum) to protect the wrist and forearm. Accelerator-free formulations are worth specifying here if workers have extended daily wear — accelerator sensitivity shows up as contact dermatitis, which is a workers' comp issue, not just a comfort issue.

The spec consistency problem in bulk industrial orders
Single-sample approval is where most sourcing problems start. A buyer receives a sample that passes AQL, places a container order, and receives product that measures differently at the fingertip than the approved sample. The glove looks the same. The box looks the same. The spec sheet says the same numbers. But the dipping line wasn't held to the same tolerance.
We run 100% AQL 1.5 inspection with online pinhole detection on every production run — not just on the first sample shipment. The pinhole detection system catches integrity failures that visual inspection misses, particularly at the fingertip and cuff junction where thinning is most likely. For industrial buyers whose downstream customers are in OSHA-regulated environments, a pinhole failure in the field isn't a return — it's a liability event.
The documents worth requesting before placing a bulk order:
- AQL inspection report for the specific production lot, not just a generic certificate
- Thickness measurement report with palm, finger, and cuff zone readings
- Chemical resistance data sheet for the specific formulation (not a generic nitrile reference)
- Certification copies: ISO 9001:2015, CE, EN455 (for medical-grade crossover), ASTM D6319 (industrial), FDA 510(k) (food contact)
We hold all of these on file and provide them with every order. If a supplier can't produce lot-specific inspection data, that's the sourcing risk signal.
Accelerator-free and powder-free: when the upgrade matters commercially
Two spec upgrades come up regularly in industrial sourcing conversations: powder-free and accelerator-free. Both are worth understanding from a commercial standpoint, not just a safety standpoint.
Powder-free is now the baseline for most industrial applications. Cornstarch powder was used historically to ease donning, but it carries contamination risk in food, electronics, and cleanroom environments. Most industrial buyers specify powder-free by default. We produce exclusively powder-free across our industrial line.
Accelerator-free is a different conversation. Thiuram and carbamate accelerators are used in the vulcanization process for standard nitrile. A subset of workers develops Type IV hypersensitivity to these accelerators — contact dermatitis that looks like a latex allergy but isn't. In markets with strong occupational health regulations (US, EU, Australia), accelerator-free gloves are increasingly specified for extended-wear applications.
The commercial angle: accelerator-free gloves carry a price premium, and that premium is defensible to end buyers in regulated industries. For distributors building a product line for healthcare-adjacent industrial accounts or long-shift manufacturing environments, accelerator-free SKUs are a margin opportunity, not just a compliance checkbox. We produce accelerator-free variants from the same facility, so your SKU mix doesn't require a second supplier.
What the certifications actually tell you — and what to verify
Certifications on a spec sheet are a starting point, not a finish line. Here's what the relevant standards actually cover for industrial nitrile:
ASTM D6319 is the US standard for nitrile examination gloves used in industrial applications. It sets minimum requirements for dimensions, tensile strength, elongation, and AQL. A glove that meets D6319 has passed baseline physical performance tests — it doesn't tell you about chemical resistance for your specific application.
EN455 is the European standard for medical gloves, covering dimensions, freedom from holes, physical properties, and biological evaluation. Industrial buyers in EU markets often specify EN455 alongside EN374 (chemical protective gloves) for chemical handling applications.
EN374 is the standard that actually addresses chemical resistance — permeation, penetration, and degradation testing against specific chemicals. If chemical protection is the primary requirement, EN374 compliance is the certification to ask for, not just EN455.
FDA 510(k) clearance covers medical and food-contact applications. For food processing buyers, this is the relevant compliance document.
ISO 9001:2015 covers the quality management system at the manufacturing facility — it tells you the factory has documented processes and third-party audited quality controls, not that any specific glove meets a performance standard.
We hold ISO 9001:2015, CE, EN455, ASTM D6319, and FDA 510(k). For buyers in chemical handling segments who need EN374 data, we can provide chemical resistance test reports for specific formulations — that conversation starts with telling us which chemicals you're protecting against.
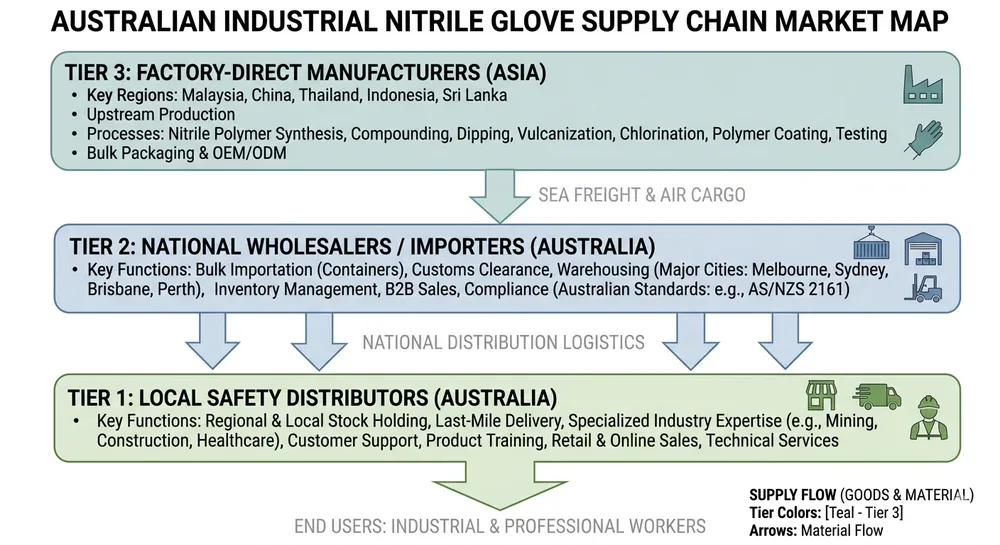
Sourcing at container scale: what spec consistency requires from the factory
When you're ordering at container scale — roughly 2,000 boxes per container for standard industrial SKUs — the factory's production infrastructure determines whether your second and third orders match your first. This is where the number of dipping lines and the degree of automation matter.
We run 8 fully automated dipping lines with in-house compound formulation. Automation on the dipping line means the nitrile compound is applied at consistent viscosity, temperature, and dwell time across every glove in the batch. Manual or semi-automated lines introduce operator variability that shows up as thickness inconsistency — particularly at the fingertip, where the glove is thinnest and most critical.
The in-house compounding lab is the part of our operation that most buyers don't ask about but should. When we control the nitrile formulation, we control the compound viscosity, the accelerator package, and the crosslink density. That's what determines whether the glove that ships in month 12 of your supply agreement performs the same as the glove that shipped in month 1. Factories that buy compound from external suppliers are dependent on that supplier's consistency — and that variability passes through to your product.
At 1.2 billion pieces annual capacity across 8 lines, your container order doesn't compete for line time with other customers' orders. For distributors managing seasonal demand spikes — safety equipment buying tends to cluster around Q1 regulatory compliance cycles and Q3 pre-winter stocking — that capacity buffer is a supply chain reliability factor, not just a number.
Request a quote with your target application, thickness spec, and annual volume — we'll confirm availability and provide a landed cost estimate for your market.
FAQ
What mil thickness should I specify for automotive maintenance applications?
5-mil powder-free nitrile with textured fingertips covers the standard automotive service exposure profile — oils, greases, brake fluid, and light solvent contact. If your accounts include shops that regularly handle parts-washing solvents (mineral spirits, naphtha), specify 6 mil and confirm the solvent concentration. For shops using ketone-based degreasers, nitrile isn't the right material regardless of thickness.
Can nitrile gloves be used for acetone or MEK handling?
No. Ketones permeate nitrile quickly — breakthrough times for acetone on standard nitrile are measured in minutes, not hours, even at 8 mil. For ketone exposure, specify neoprene or butyl rubber. If the application involves occasional incidental contact rather than direct handling, a 7–8 mil nitrile may provide adequate short-duration protection, but this should be confirmed with permeation test data for the specific chemical concentration.
What's the difference between ASTM D6319 and EN374 for industrial glove sourcing?
D6319 covers physical performance (tensile strength, elongation, dimensions, AQL) — it's a manufacturing quality standard. EN374 covers chemical protection specifically: permeation, penetration, and degradation testing against defined chemical classes. If you're sourcing for chemical handling applications, EN374 compliance is the relevant certification. D6319 alone doesn't tell you anything about chemical resistance.
How do I verify that bulk orders match the approved sample spec?
Request a lot-specific AQL inspection report and thickness measurement report with palm, finger, and cuff zone readings for each production run. A generic certificate of conformance isn't sufficient — it doesn't confirm that the specific lot you received was inspected to the same standard as the sample. Factories running 100% AQL 1.5 with online pinhole detection can provide this documentation routinely.
What MOQ applies to accelerator-free or custom-spec industrial nitrile?
Standard SKUs (powder-free, 5-mil, textured fingertip) are available from 1 container (approximately 2,000 boxes). Accelerator-free variants and custom formulations are available with the same MOQ from our facility — we produce both from the same dipping lines, so there's no separate minimum for the upgrade. OEM and private-label packaging are supported at the same MOQ.
How does nitrile compare to neoprene for chemical protection at lower cost?
For oil, grease, and fuel applications, nitrile outperforms neoprene and costs less. For ketones, aromatic solvents, and oxidizing acids, neoprene offers better resistance. The cost difference narrows at heavier gauges. Most industrial distributors carry both — nitrile for general industrial and automotive, neoprene for chemical-specific applications. If your accounts span both exposure types, a two-SKU approach covers the market without over-specifying either.