Most glove failures in industrial settings aren't random. They follow a pattern: someone assumed nitrile handles everything, ordered a standard 4-mil disposable, and found out at the worst moment that it doesn't. The glove didn't fail because it was defective — it failed because nitrile has real chemical limits that don't show up on a basic product spec sheet.
This article breaks down what nitrile actually resists, where it degrades faster than buyers expect, and what thickness and formulation decisions matter when you're sourcing for real chemical exposure environments.
—
What "Chemical Resistance" Actually Means for Nitrile Gloves
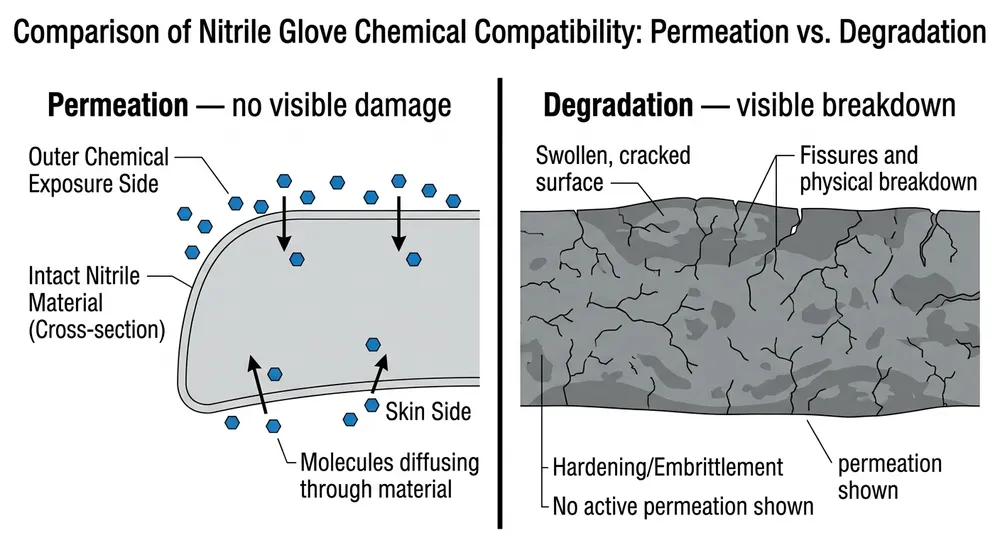
Chemical resistance isn't a binary pass/fail. It's a rate — how fast a chemical permeates through the glove material, and how quickly the material itself degrades on contact.
Two measurements matter in practice:
- Permeation time: how long before the chemical passes through the glove wall at a detectable level
- Degradation: physical breakdown of the nitrile — swelling, softening, cracking, loss of tensile strength
A glove can show no visible degradation while still allowing permeation. That's the failure mode that catches buyers off guard. The glove looks intact. The worker's skin is already exposed.
For industrial nitrile gloves used in chemical handling, both measurements need to be part of your sourcing conversation — not just the product description.

—
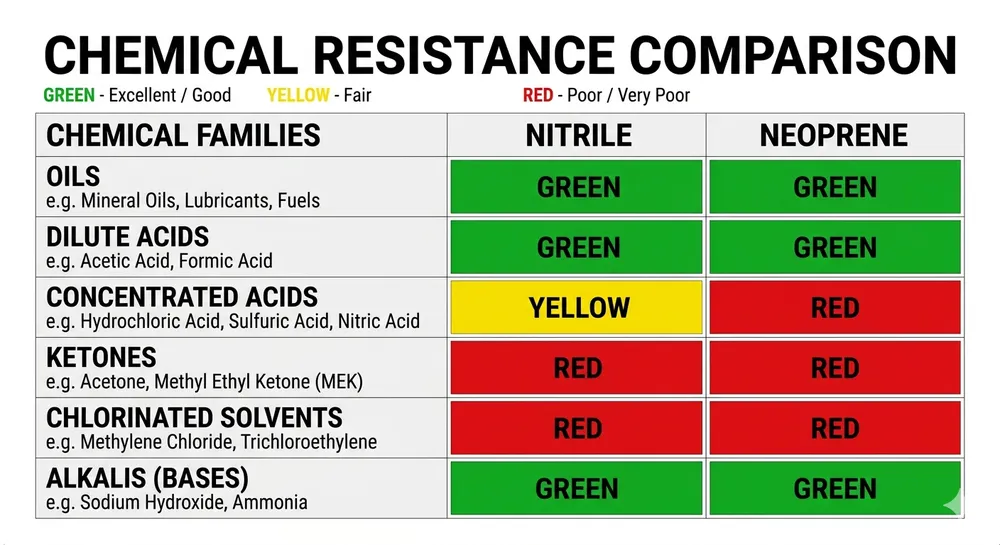
The Chemical Resistance Chart: Where Nitrile Performs and Where It Doesn't
The table below reflects typical resistance ratings for standard industrial-grade nitrile at 4–8 mil thickness. Ratings are based on commonly referenced industry data (ASTM F739 permeation testing methodology). Actual performance varies with glove thickness, formulation, and exposure duration — use this as a starting framework, not a compliance document.
| Chemical | Resistance Rating | Notes |
|---|---|---|
| Petroleum-based oils and greases | Excellent | Core strength of nitrile vs latex |
| Gasoline, diesel fuel | Good | Thin gloves (<5 mil) degrade faster |
| Acetone | Poor | Rapid permeation — avoid |
| MEK (methyl ethyl ketone) | Poor | Ketones generally incompatible |
| Ethanol (dilute, <70%) | Good | Concentrated ethanol degrades faster |
| Isopropyl alcohol (IPA) | Good–Moderate | Concentration-dependent |
| Bleach / sodium hypochlorite (dilute) | Good | Concentrated bleach degrades nitrile |
| Sulfuric acid (dilute, <10%) | Good | Concentrated: poor resistance |
| Hydrochloric acid (dilute) | Good | Concentrated: moderate to poor |
| Nitric acid | Poor | Even dilute concentrations attack nitrile |
| Sodium hydroxide (caustic soda) | Good | Strong alkalis generally tolerated |
| Formaldehyde | Good–Moderate | Prolonged exposure reduces integrity |
| Toluene, xylene | Poor | Aromatic solvents permeate rapidly |
| Chlorinated solvents (MEK, TCE) | Poor | High permeation risk |
| Hydraulic fluid (petroleum-based) | Excellent | Standard industrial application |
| Epoxy resins (uncured) | Good | Cured epoxy: minimal risk |
| Phenol | Moderate | Verify with permeation data for your concentration |
(Note: "Good" means breakthrough time typically exceeds 30 minutes at standard thickness. "Poor" means breakthrough can occur in under 10 minutes — sometimes under 5. For any chemical rated Moderate or below, request permeation test data before specifying.)

—
The Chemicals That Degrade Nitrile Faster Than Buyers Expect
The resistance chart above has some predictable entries. But these are the ones that generate the most sourcing mistakes:
Ketones (acetone, MEK, MIBK) Buyers sourcing for general chemical handling often assume nitrile covers everything short of concentrated acids. Ketones are the exception that surprises people. Acetone permeates standard nitrile in under 5 minutes at room temperature. We've had buyers come to us after a field failure asking why their 6-mil gloves didn't hold — the answer was always the same: ketone-based cleaning solvents in the workflow that weren't flagged during spec review.
Aromatic solvents (toluene, xylene, styrene) Common in paint, adhesive, and coating operations. Nitrile's resistance to aromatics is poor across the board. A 4-mil disposable in a toluene environment is essentially no barrier after a few minutes of contact. If your buyer's end-users work in paint manufacturing, auto body shops, or fiberglass production, nitrile alone isn't the answer — or at minimum, it needs to be a much heavier-gauge supported glove with a verified permeation rating.
Concentrated acids and oxidizing acids Dilute sulfuric and hydrochloric acid: nitrile handles reasonably well. Nitric acid at any meaningful concentration: it attacks nitrile faster than most buyers realize. Chromic acid is similar. The oxidizing mechanism degrades the polymer chain directly, and thickness doesn't buy you much time.
Concentrated bleach and oxidizing disinfectants Dilute bleach (standard janitorial concentrations) is fine. But in food processing and pharmaceutical environments where high-concentration disinfectants are used for equipment sanitation, the exposure profile is different. We've seen buyers spec standard disposable nitrile for sanitation crews working with concentrated peracetic acid — that's a mismatch.
Chlorinated solvents Trichloroethylene, methylene chloride, perchloroethylene. These are common in metal degreasing and dry cleaning operations. Nitrile's resistance is poor to moderate depending on concentration. Breakthrough times are short enough that disposable nitrile gives a false sense of protection.
—
How Thickness Changes the Equation — and Where It Doesn't
Thickness buys time. It doesn't change compatibility.
For chemicals where nitrile has good baseline resistance — oils, fuels, dilute acids, alkalis — going from 4 mil to 8 mil meaningfully extends your safe working window. That's a real spec decision with real field impact.
For chemicals where nitrile is fundamentally incompatible — ketones, aromatics, chlorinated solvents — adding thickness delays the inevitable by minutes. A 10-mil nitrile glove in acetone still fails. The polymer chemistry doesn't change with wall thickness.
This is where sourcing decisions go wrong. A buyer sees "heavy-duty industrial nitrile" at 8 mil and assumes it handles more chemicals. It handles the same chemicals, longer. That's a meaningful difference for oil and fuel applications. It's irrelevant for solvent applications.
| Thickness | Typical Application | Chemical Resistance Impact |
|---|---|---|
| 3–4 mil | Light chemical splash, oils, general handling | Baseline permeation times |
| 5–6 mil | Moderate chemical exposure, extended wear | +30–60% breakthrough time for compatible chemicals |
| 7–8 mil | Heavy industrial, prolonged contact | Meaningful extension for oils/fuels; minimal for solvents |
| >8 mil (supported) | Continuous immersion, high-risk chemical handling | Requires permeation certification per ASTM F739 |
(We run our industrial line at 0.08–0.15mm tolerance across the dipping cycle — that's the spec range that keeps thickness consistent from fingertip to cuff. Variation outside that range is where you get early failures at the thinnest point, usually the fingertip.)
—
Formulation Matters: Standard Nitrile vs. Modified Compounds
Not all nitrile is the same compound. The acrylonitrile content in the polymer — typically ranging from 28% to 40% in industrial gloves — directly affects chemical resistance.
Higher acrylonitrile content improves resistance to oils and fuels. It also makes the glove stiffer and less elastic. Lower acrylonitrile content gives better flexibility and cold-temperature performance but reduces oil resistance. Most standard industrial nitrile sits in the 33–36% range as a balance point.
Beyond base polymer content, compounding additives affect resistance profiles:
- Plasticizers: some improve flexibility but can leach out under solvent exposure, accelerating degradation
- Accelerators: chemical accelerators used in vulcanization (thiurams, carbamates) don't affect chemical resistance directly, but accelerator-free formulations are increasingly specified in pharmaceutical and food-grade chemical handling environments for skin safety reasons
- Filler loading: higher filler content reduces raw material cost but can create micro-porosity that shortens permeation times
We run our own compounding lab in-house, which means we can adjust acrylonitrile content and plasticizer selection for specific chemical resistance requirements. Most contract manufacturers are locked into a single compound from their chemical supplier — they can't tune the formulation for your application.

—
Where Nitrile Earns Its Place in Industrial Applications
Despite its limits against solvents, nitrile's resistance profile covers the majority of industrial chemical handling scenarios:
Petroleum and hydrocarbon environments — refineries, fuel distribution, lubrication maintenance, hydraulic system work. Nitrile's resistance to oils and fuels is genuinely strong, and it outperforms latex and vinyl in these environments without the latex allergy risk.
Dilute acid and alkali handling — battery maintenance, metal surface treatment, general chemical processing. Standard industrial nitrile handles most dilute acid and caustic exposures well at working concentrations.
Food processing with chemical sanitation — provided the sanitation chemicals are dilute bleach or standard food-grade sanitizers, nitrile is appropriate. The caveat is concentrated peracetic acid or high-strength oxidizing agents, which need verification.
Automotive and mechanical maintenance — brake fluid, transmission fluid, engine oil, coolant. Nitrile covers this application range well. This is one of the highest-volume segments for our industrial glove line, and the chemical exposure profile is well within nitrile's range.
Pharmaceutical and laboratory handling — for aqueous solutions, dilute acids, and non-solvent reagents, nitrile is standard. For organic solvent work (common in synthesis and extraction), the application needs chemical-specific permeation data.
If you're distributing into any of these segments, the industrial nitrile gloves we produce are certified to ASTM D6319 and EN455 — the standards that govern industrial and medical-grade nitrile performance. Those certifications cover physical properties; for specific chemical resistance claims, we can provide permeation test data on request.
—
The Sourcing Trap: What Spec Sheets Don't Tell You
Most glove spec sheets list chemical resistance as a simple table with checkmarks. That table is usually based on the glove manufacturer's reference data at a single thickness, a single concentration, and a single exposure duration. It doesn't tell you:
- What concentration the test used (dilute vs. concentrated acid behaves completely differently)
- What the breakthrough time was (10 minutes vs. 4 hours is a meaningful difference)
- Whether the test was done on the actual production compound or a reference sample
- Whether the glove you receive matches the tested thickness within tolerance
We've reviewed competitor spec sheets that list "good" resistance to a chemical where the actual ASTM F739 breakthrough time at working concentration is under 15 minutes. That's not a useful protection level for most industrial tasks.
What to ask for when sourcing industrial nitrile for chemical handling:
- ASTM F739 permeation test data for the specific chemicals in your buyer's application — not a generic resistance chart
- Thickness tolerance documentation — what's the acceptable variation range, and how is it verified in production
- Compound specification — acrylonitrile content range, plasticizer type, accelerator status
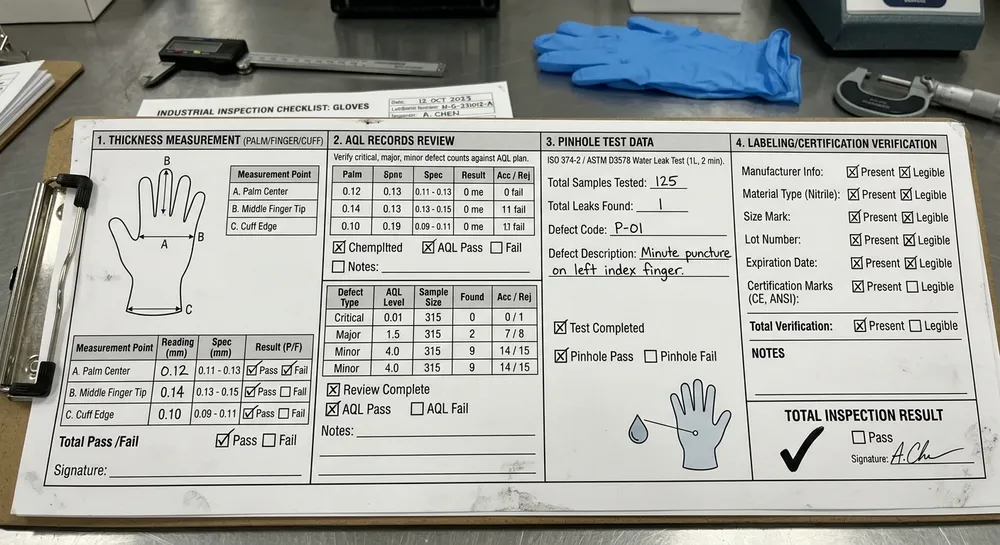
- AQL inspection level — the standard for industrial chemical handling gloves should be AQL 1.5 or better
(We run 100% AQL 1.5 with online pinhole detection on every production run. That's not a marketing claim — it's the inspection standard that keeps your buyers' end-users protected and keeps your returns rate manageable.)
If a supplier can't provide ASTM F739 data for your specific application chemicals, that's a gap worth flagging before you commit to a container order.
—
Matching the Right Spec to Your Market Segment
The practical sourcing question isn't "does nitrile resist chemicals" — it's "which nitrile spec covers the chemical exposure profile in my buyer's application."
Here's how we typically guide distributors through the spec decision:
General industrial maintenance (oils, greases, fuels): Standard 5–6 mil powder-free nitrile, ASTM D6319 certified. This covers the majority of maintenance and mechanical applications. High-volume, repeatable SKU for safety distributors.
Chemical processing with dilute acids/alkalis: 6–8 mil industrial nitrile, verified thickness tolerance, AQL 1.5. Request permeation data for the specific acid concentrations in use.
Solvent-heavy environments (ketones, aromatics, chlorinated solvents): Nitrile alone is not the right answer. Laminated or supported gloves with specific solvent resistance certification are needed. We can advise on alternative materials if your buyer's application falls here.
Food processing and pharmaceutical: Accelerator-free formulation, powder-free, EN455 or FDA 510(k) cleared depending on market. We produce accelerator-free variants from the same facility — same dipping lines, different compound.
High-volume safety distribution: Our MOQ starts at one container (approximately 2,000 boxes) for standard SKUs. OEM and private-label options are available for distributors building their own brand in the industrial safety segment.
—
Frequently Asked Questions
Can nitrile gloves be used for acetone or ketone-based solvents? No — not standard nitrile. Acetone and MEK permeate nitrile rapidly, typically within 5 minutes at room temperature. For ketone-based applications, you need a different glove material: butyl rubber or laminated film gloves with verified ketone resistance. Specifying nitrile for ketone work is one of the most common sourcing errors we see.
What thickness of nitrile glove do I need for chemical handling? It depends on the chemical, not just the task. For oils, fuels, and dilute acids, 6–8 mil provides meaningful protection with reasonable dexterity. For any chemical where nitrile has poor baseline resistance, thickness doesn't solve the problem — material selection does. Start with the chemical compatibility, then determine thickness.
What is the difference between chemical degradation and permeation in nitrile gloves? Degradation is physical breakdown of the glove material — swelling, softening, cracking. Permeation is the chemical passing through the intact glove wall at a molecular level. A glove can permeate without visible degradation. For chemical handling applications, permeation data (ASTM F739 breakthrough time) is more relevant than visual inspection.
Does accelerator-free nitrile have different chemical resistance than standard nitrile? The base polymer chemistry is the same, so the chemical resistance profile is essentially identical. Accelerator-free formulations are specified for skin safety reasons — to reduce the risk of Type IV allergic reactions — not for improved chemical resistance. If your buyer's application requires accelerator-free for compliance or health reasons, the chemical resistance spec doesn't change.
What certifications should industrial nitrile gloves carry for chemical handling applications? ASTM D6319 covers industrial-grade nitrile glove physical properties for the US market. EN374 is the European standard specifically for chemical protective gloves and includes permeation testing requirements. EN455 covers medical-grade properties. For chemical handling claims, EN374 or equivalent permeation test data is the relevant certification — not just a general industrial glove standard.
What's the MOQ for industrial nitrile gloves with specific chemical resistance specs? One container (approximately 2,000 boxes) for standard SKUs. Custom formulations or non-standard thickness specs may require higher minimums depending on compound batch size. Request a quote with your target chemical exposure profile and we'll confirm what's achievable at your volume.
—