Most sourcing problems with blue nitrile gloves don't happen at the RFQ stage. They happen three months later, when the container arrives and the gloves don't match the sample. Wrong thickness. Color shifted from the approved Pantone. AQL failures at destination that your customer's QC team catches before you do.
I've spent over a decade managing export accounts for North American and European distributors from our factory floor in Qingdao. The buyers who avoid those problems aren't necessarily more experienced — they just ask the right questions before the order is placed. This guide covers what those questions are, what the numbers actually look like at container scale, and how to evaluate a supplier before you commit to a full load.
—
What "container scale" actually means for blue nitrile gloves
A standard 20-foot container holds roughly 1,800 to 2,000 cartons of nitrile gloves, depending on box dimensions and packing configuration. At 10 boxes per carton and 100 gloves per box, that's 1.8 to 2 million pieces per container — or approximately 2,000 boxes of 100-count gloves.
At glovemfg, our standard MOQ for blue nitrile gloves is 1 container (approximately 2,000 boxes) for standard SKUs. That's the floor for factory-direct pricing. Below that, you're either buying from a trading company with a markup layered in, or you're paying spot-market rates that don't reflect actual production economics.
The reason the container is the natural unit isn't arbitrary. Nitrile glove production runs are optimized around dipping line cycles. A single run on one of our 8 automated lines produces a defined batch — interrupting that batch for a smaller order means line changeover cost that gets passed somewhere. At container scale, the economics align: your order fills a run, the run fills a container, and the pricing reflects that efficiency.
(One thing buyers sometimes miss: a "container" quote from a trading company and a "container" quote from a factory are not the same thing. The trading company is buying from the factory and adding margin. At our scale — 1.2 billion pieces annual capacity — we can hold factory-direct pricing at the 1-container floor without needing to bundle your order with someone else's.)
—
Blue nitrile glove specs that determine your landed cost
Spec selection isn't just a quality decision — it's a cost decision. The three variables that move price the most at container scale are thickness, AQL standard, and certification scope.
Thickness and its effect on price per box
| Thickness range | Typical application | Relative cost index |
|---|---|---|
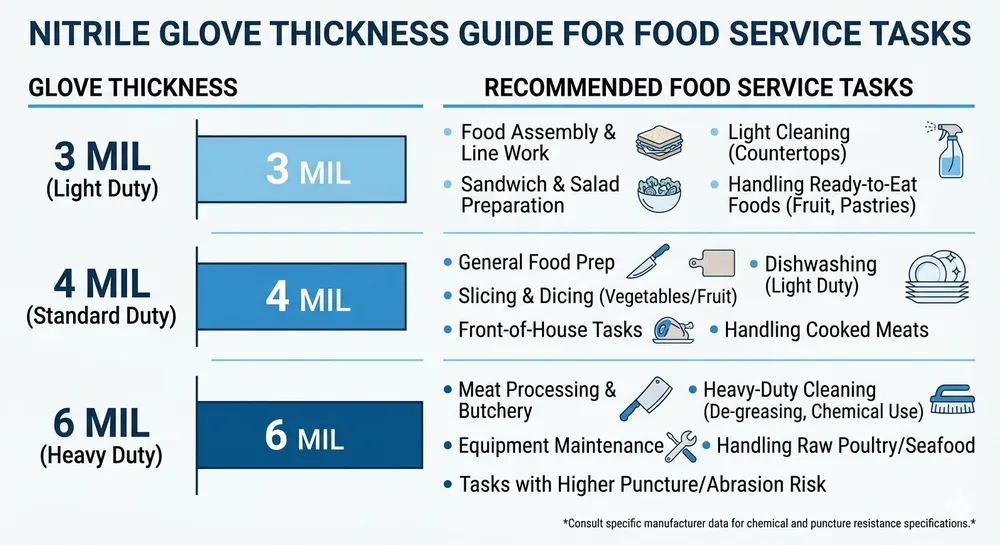
| 0.08–0.10 mm | Light industrial, food service | Base |
| 0.10–0.12 mm | Medical exam, general purpose | +8–12% |
| 0.12–0.15 mm | Heavy industrial, chemical handling | +15–22% |
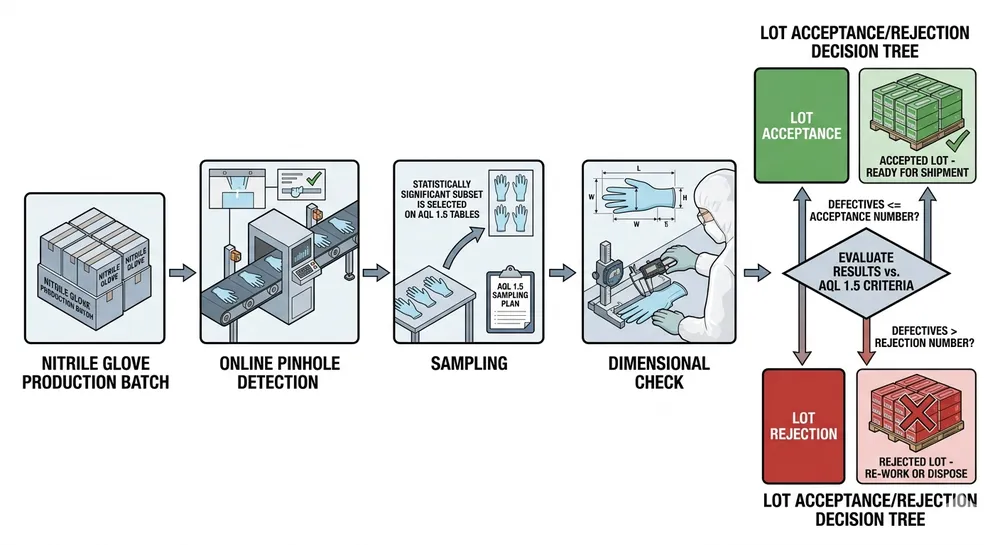
Our dipping lines run a controlled thickness tolerance of 0.08–0.15 mm across the full glove body. The fingertip is where most factories lose control — it's the thinnest point and the first place AQL pinhole failures show up. We run online pinhole detection on every line, so thickness drift at the fingertip gets caught in production, not at your destination port.
Buyers sometimes over-specify thickness because they assume thicker means better. For standard medical exam use, 0.10–0.12 mm is the right range — going heavier adds cost without adding compliance value, and it changes the tactile profile your end users expect.
AQL standard: what the number costs you
AQL 1.5 and AQL 2.5 are the two standards you'll encounter most often. The difference is the acceptable defect rate per sample size — AQL 1.5 is stricter, meaning fewer defects are accepted before a lot is rejected.
For FDA 510(k)-cleared medical exam gloves, AQL 1.5 is the standard. For industrial or food-service applications, AQL 2.5 is common and acceptable. The cost difference between the two isn't enormous at the factory level — it's primarily a function of inspection labor and rejection rate. Where it matters commercially is at your destination: if your buyer's QC team is running AQL 1.5 incoming inspection and your supplier shipped to AQL 2.5, you'll see failures.
We run 100% AQL 1.5 outgoing inspection as our standard across all production lines. That's not a premium tier — it's our baseline. The reason is simple: we ship to North American and European distributors who face AQL 1.5 incoming checks, and a container rejection at destination is more expensive for everyone than tighter outgoing inspection at the factory.

Certifications and which markets require what
| Certification | Required for | Notes |
|---|---|---|
| FDA 510(k) | US medical exam market | Required for medical-grade claims |
| CE + EN455 | EU medical exam market | Four-part standard; all parts required |
| ASTM D6319 | US industrial/exam | Common for non-medical industrial use |
| ISO 9001:2015 | General quality system | Baseline for most distributor RFQs |
Our current certification scope covers all four: FDA 510(k), CE/EN455, ASTM D6319, and ISO 9001:2015. If you're distributing across both North American and European markets from a single SKU, confirm that the factory holds both FDA and CE — not just one. We see buyers assume a CE-certified glove automatically satisfies FDA requirements. It doesn't. The testing protocols and documentation requirements are separate.
—
Container pricing structure: what moves the number
Blue nitrile glove pricing at container scale is quoted in USD per box (typically 100-count) or per 1,000 pieces. The variables that move the number:
Raw material (nitrile compound): Nitrile butadiene rubber pricing fluctuates with petrochemical markets. We run an in-house compounding lab, which means we're not buying pre-mixed compound from a third-party supplier at spot price — we formulate in-house and can buffer short-term material swings better than factories that outsource compounding. That said, a significant NBR price move will eventually flow through to glove pricing. Any supplier quoting you a fixed price for 12 months without a material escalation clause is either absorbing the risk themselves or planning to manage it through spec drift.
Size mix: Single-size orders (e.g., all Medium) are simpler to run than mixed-size containers. A mixed-size container (S/M/L/XL split) requires line changeover between sizes, which adds production time. The cost difference is usually small — $0.20–0.50 per carton — but it's worth confirming with your supplier upfront rather than discovering it in the final invoice.
Color consistency: Blue is the dominant color in medical and food-service nitrile gloves because it's visually distinct from food and skin tones — contamination is easier to spot. The specific blue shade matters for buyers supplying facilities with color-coding protocols. We match to approved Pantone references and hold color consistency across production runs using standardized dye batches. (Color drift between your first container and your third is one of the more common complaints we hear from buyers switching suppliers — it's a compounding and process control issue, not a cosmetic one.)
Lead time and vessel schedule: Standard production lead time from order confirmation is 25–35 days for a container of standard SKUs. Rush orders are possible but carry a premium. More practically, vessel schedules from Qingdao to major North American and European ports run on fixed weekly cycles — missing a vessel by two days means a one-week delay in transit start, which compounds into your customer's inventory planning.

—
The spec drift problem: why your third container isn't your first sample
This is the issue I spend the most time on with new buyers. The sample shipment passes every test. The first container is fine. By the third or fourth container, something has shifted — thickness is running 0.02 mm lighter, the blue is a shade off, or AQL failure rates at incoming inspection have crept up.
Spec drift happens for a few reasons:
Compound batch variation. If the factory is buying nitrile compound from external suppliers, batch-to-batch variation in the compound affects glove properties. Our in-house compounding lab means we control the formulation — same compound recipe, same viscosity targets, same cure parameters across every production run. When we see a drift in outgoing QC data, we trace it to the compound batch before it ships.
Line assignment inconsistency. A factory with multiple dipping lines doesn't always run your order on the same line. Line-to-line variation in dip speed, temperature profile, and stripping tension produces measurable differences in finished glove thickness and surface texture. We assign orders to specific lines and document which line produced which lot — that's part of the traceability record that ships with every container.
Dye lot management. Color consistency across containers requires disciplined dye lot tracking. A factory that doesn't tie dye lot numbers to production records can't tell you why container 3 is a different shade than container 1. We track dye lot against production batch in our QC documentation, so if a color issue surfaces, we can identify exactly where it entered the process.
The practical implication for buyers: when you're evaluating a supplier, ask for the QC records from their last three production runs of the same SKU — not just the test report from the sample. If they can't produce run-level QC data, they're not tracking the variables that cause drift.
—
Supplier evaluation: what to verify before the container ships
The RFQ stage is where most buyers focus their evaluation. It shouldn't be. Price is easy to compare. What's harder to compare — and more consequential — is production consistency and documentation discipline.
Here's what to request and verify before committing to a container order:
Factory audit or third-party inspection report. A current ISO 9001:2015 certificate tells you the quality management system was audited. It doesn't tell you what the factory floor looks like today. A recent SGS or Bureau Veritas factory audit report is more useful. If the supplier can't provide one, a pre-shipment inspection through a third-party agency is worth the cost.
AQL inspection records from recent production runs. Ask for the outgoing AQL data from the last 3–5 container shipments of the same SKU. Look for the rejection rate and the defect categories. A factory running clean AQL 1.5 outgoing inspection will have this data readily available. One that doesn't track it at lot level is a risk.
Certification validity dates. FDA 510(k) clearances and CE certificates have specific scope — they cover defined product configurations. Confirm that the certificate on file covers the exact glove you're ordering: the thickness range, the size, the powder-free designation. A certificate for a 0.10 mm glove doesn't automatically cover a 0.08 mm variant.
Material traceability documentation. For medical-grade orders, ask for the nitrile compound source documentation. In-house compounding (as we do) gives you a single point of traceability. External compound sourcing means the factory's QC is only as good as their incoming material inspection.
Pre-shipment inspection. For first-time container orders with any supplier, a pre-shipment inspection by a third-party agency (SGS, Intertek, Bureau Veritas) is standard practice. The cost — typically $300–500 per container — is negligible against the cost of a container rejection at destination. We accommodate third-party inspections as a matter of course; a supplier who resists them is telling you something.

—
Blue nitrile gloves wholesale: market segments worth knowing
Your downstream market determines which spec you need — and which spec you can charge a premium for. The segments where blue nitrile gloves move at volume:
Medical distribution (hospitals, clinics, dental). FDA 510(k) and AQL 1.5 are non-negotiable. Thickness 0.10–0.12 mm is the standard range. This segment is price-sensitive but volume-consistent — annual contracts with predictable reorder cycles. The margin is thinner than industrial, but the reorder reliability is higher.
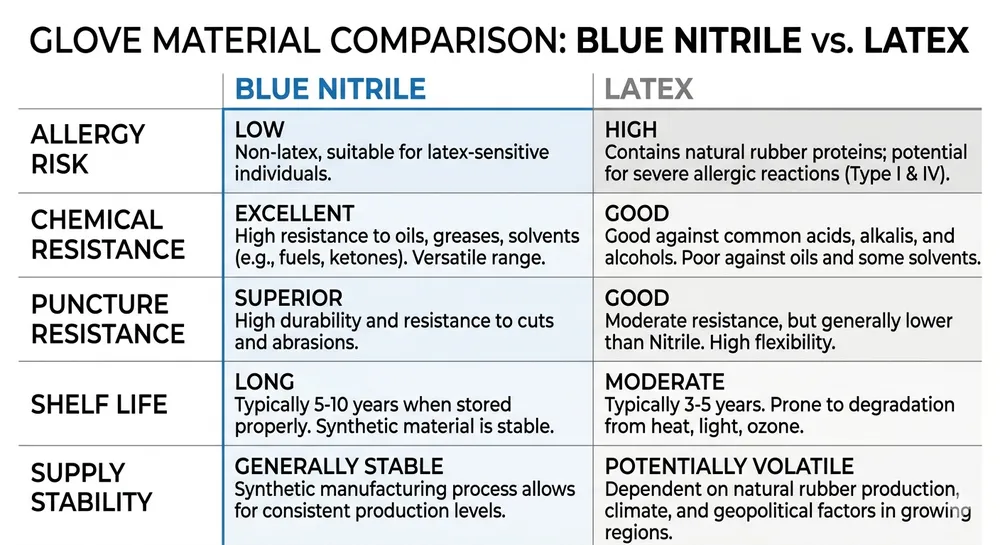
Food processing and food service. Blue is the preferred color specifically because it's detectable against most food products. AQL 2.5 is typically acceptable; FDA food-contact compliance is required but the 510(k) medical clearance is not. Thickness 0.08–0.10 mm is common. This segment has grown significantly for us over the past few years — food processing facilities running HACCP programs are moving away from latex entirely, and blue nitrile is the standard replacement.
Industrial safety and MRO distribution. Thickness 0.10–0.15 mm depending on application. Chemical resistance matters here — confirm the glove's resistance profile against the specific chemicals your end users handle. ASTM D6319 covers the baseline; for chemical-specific resistance, ask for permeation test data. This segment tolerates higher price points for heavier-gauge gloves, which improves your margin per box.
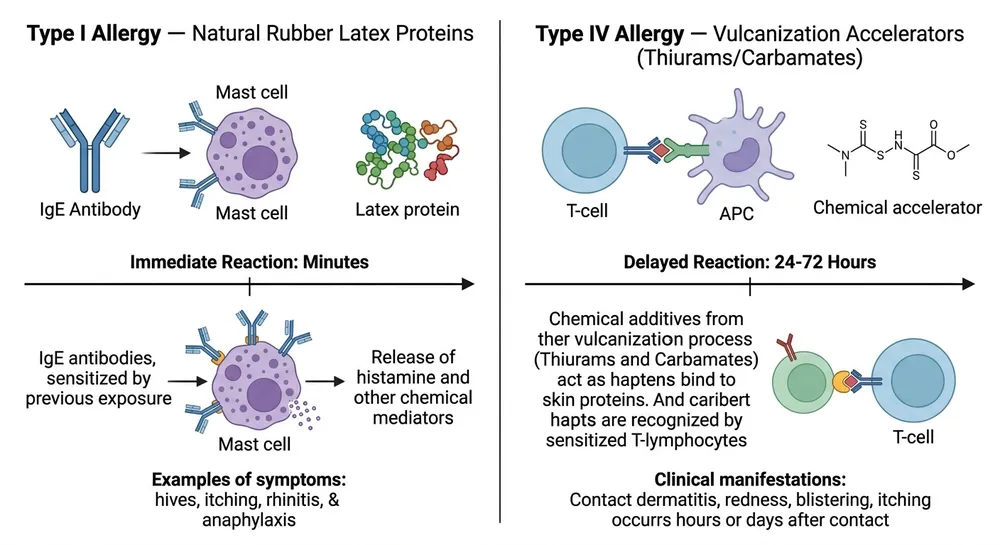
Private label and OEM. If you're building a house brand, the spec flexibility matters as much as the price. We support OEM on runs of 1 container and above — custom box printing, custom color (within our standard dye range), and accelerator-free formulations for buyers targeting sensitive-skin markets. (Accelerator-free is a growing requirement in European medical procurement — worth building into your SKU planning if you're targeting that market.)
For a full overview of our Blue Nitrile Gloves product range, including available grades and size configurations, that page covers the complete SKU structure.
—
Common sourcing mistakes at container scale
Buying on sample quality alone. The sample is produced under controlled conditions, often from a dedicated sample batch. It's a necessary step, but it's not predictive of production consistency. The QC records from actual production runs are more informative than the sample test report.
Ignoring the color-coding implications. If your buyer operates a facility with a color-coding protocol (blue for food contact, green for chemical, etc.), a color shift between containers creates a compliance problem for them — not just an aesthetic one. Confirm the supplier's color consistency process before the first order, not after the third.
Conflating AQL standard with defect rate. AQL 1.5 doesn't mean 1.5% defects are acceptable. It means the sampling plan is calibrated to a 1.5% acceptable quality level — the actual defect rate in a passing lot should be well below that. Buyers who misread this sometimes accept AQL 2.5 for medical applications where AQL 1.5 is required, then face incoming inspection failures at their customer's facility.
Not confirming certification scope. A factory's FDA 510(k) clearance covers specific product configurations. If you order a size or thickness variant that isn't explicitly covered by the clearance, the gloves aren't FDA-cleared regardless of what the factory tells you. Always request the actual 510(k) document and confirm the product description matches your order spec.
Skipping the pre-shipment inspection on first orders. The cost of a third-party pre-shipment inspection is $300–500. The cost of a container rejection at destination — including re-inspection, storage, potential destruction, and customer relationship damage — is orders of magnitude higher. This is not a place to optimize on cost.
—
Frequently asked questions
What is the minimum order quantity for blue nitrile gloves wholesale from a factory?
At glovemfg, the MOQ for standard blue nitrile glove SKUs is 1 container (approximately 2,000 boxes of 100-count gloves). This is the floor for factory-direct pricing. OEM and custom-spec orders follow the same container MOQ. Below 1 container, you're typically working with a distributor or trading company rather than a factory-direct source.
What's the difference between AQL 1.5 and AQL 2.5 for nitrile gloves, and which do I need?
AQL 1.5 is required for FDA 510(k) medical exam gloves and is the standard for most North American and European medical distributors. AQL 2.5 is acceptable for industrial and food-service applications. The practical difference: if your downstream buyers run AQL 1.5 incoming inspection (common in hospital and dental supply chains), you need a supplier running AQL 1.5 outgoing inspection. Mismatched standards are the most common cause of incoming inspection failures we see buyers report.
How do I verify that a supplier's FDA 510(k) clearance covers my specific order?
Request the actual 510(k) clearance document — not just the certificate number. The document specifies the product description, including material, thickness range, powder status, and size range. Confirm that your order spec falls within the cleared product description. If the factory can't produce the document, the clearance claim can't be verified.
Can I get accelerator-free blue nitrile gloves at container MOQ?
Yes. We produce accelerator-free formulations from the same facility, at the same container MOQ. Accelerator-free gloves are relevant for buyers supplying healthcare facilities with latex-sensitive or accelerator-sensitive staff, and increasingly required in European medical procurement. The price premium over standard formulation is typically 10–18% depending on thickness and certification scope.
What lead time should I plan for a container order?
Standard production lead time from order confirmation is 25–35 days for standard SKUs. Add transit time based on destination port: approximately 14–18 days to US West Coast, 20–25 days to US East Coast, 25–30 days to Northern Europe. Total door-to-port lead time from order placement is typically 45–65 days depending on vessel schedule alignment. Plan your reorder point accordingly — most distributors running consistent volume place their next order when the current container clears customs.
What documentation ships with a container order?
Standard export documentation includes commercial invoice, packing list, bill of lading, certificate of origin, and the relevant test reports (AQL outgoing inspection report, applicable certification copies). For FDA-regulated medical exam gloves, we include the 510(k) clearance reference. For EU shipments, CE declaration of conformity. Additional documentation (SGS pre-shipment inspection report, material traceability records) is available on request and standard for first-time orders.
—
When you're ready to move from evaluation to pricing, the most useful thing you can send us is your target spec: thickness range, AQL requirement, certification scope, size mix, and approximate annual volume. That's enough for us to return a factory-direct price and lead time. You can Request a Quote directly, or reach out with questions about spec selection first — either way works.