The question we hear most from food service distributors isn't "what's your price per case." It's "are these actually FDA food-contact approved, and how do I prove it to my customer?" That's the right question. A glove that looks compliant on a spec sheet but lacks the documentation trail will get pulled from a food service account the moment an auditor walks in.
This guide covers what FDA food-contact compliance actually means for nitrile gloves, why blue is a functional specification in food environments rather than a color preference, how to match thickness to task, and what documents you should be asking for before a container ships.

What FDA 21 CFR 177.2600 actually requires from nitrile gloves
Most buyers have heard "FDA approved" used loosely. The specific regulation that governs rubber articles intended for repeated food contact is 21 CFR 177.2600 — it defines which elastomers, accelerators, and compounding ingredients are permitted in gloves that will touch food directly.
For nitrile gloves, this means the formulation itself must use only FDA-listed ingredients at permitted levels. It's not a glove-level certification you stamp on a box — it's a material compliance requirement that starts in the compounding lab. A manufacturer who doesn't control their own nitrile compound can't reliably certify 177.2600 compliance, because they don't fully know what's in the formulation they're buying from a third-party compounder.
We run our own compounding lab in Qingdao. Every batch of nitrile compound is formulated in-house, which means we can produce a full ingredient declaration against 177.2600 for any food-contact SKU. When a distributor's customer gets audited, that declaration is what keeps the account.
The practical checklist for 177.2600 compliance:
- Elastomer type and grade must be listed under the regulation's permitted materials
- Accelerators (typically zinc dibutyldithiocarbamate or similar) must be within permitted concentration limits
- Plasticizers, antioxidants, and colorants must each appear on the FDA-permitted list
- The finished glove must be powder-free (see below)
One thing buyers sometimes miss: 177.2600 compliance is a self-declaration by the manufacturer, not a third-party certification. What you're verifying is whether the manufacturer can actually back that declaration with formulation data — not just a checkbox on a product page.
Why powder-free is a hard requirement, not a preference
The FDA banned powdered gloves for food contact and medical use in January 2017 (21 CFR Parts 880, 884, and 895). This isn't a gray area. Powdered gloves — typically dusted with cornstarch as a donning lubricant — are prohibited in food-contact applications in the US market.
The contamination risk is direct: powder particles shed into food during handling. For food service operations running HACCP programs, a powdered glove is a documented foreign body hazard.
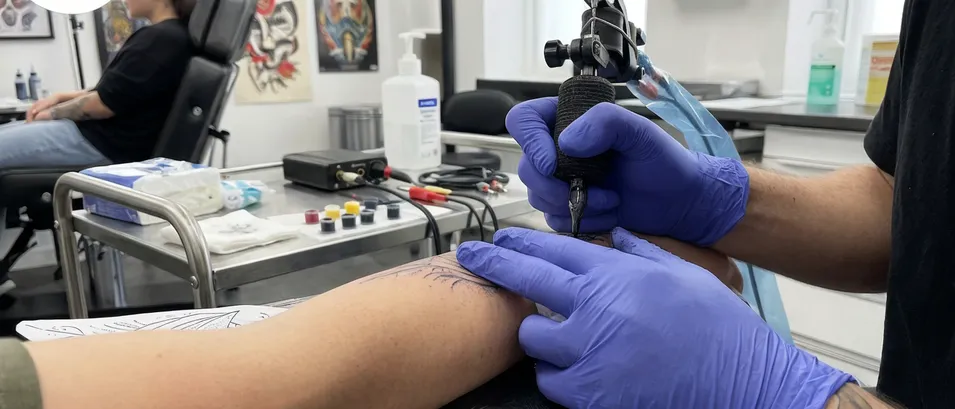
Every Blue Nitrile Cleaning Gloves we produce for food service accounts is powder-free by default. The donning performance comes from the chlorination process applied after stripping — the glove surface is treated to reduce tackiness without adding any particulate material.
When reviewing a supplier's spec sheet, verify two things specifically:
- "Powder-free" must appear as a stated specification, not just implied
- The chlorination or polymer coating method should be documented — some low-cost suppliers skip the post-treatment step and compensate with light powder dusting that doesn't appear on the label
(We've seen containers arrive at US ports with gloves labeled "powder-free" that failed the shake test. The documentation gap was that the supplier had no process record for the chlorination step — just a label claim.)
Blue color as a functional food safety specification
Blue is the standard color for food-contact gloves in HACCP-compliant food service operations, and the reason is practical: blue is not a naturally occurring color in most food ingredients or food preparation surfaces. A torn glove fragment, a fingertip piece, or a cuff section that falls into a food product is immediately visible against white, beige, cream, or light-colored food backgrounds.
This is a foreign body detection protocol, not an aesthetic preference. Many food service chains and institutional kitchens specify blue gloves in their HACCP plans precisely because the color contrast supports visual inspection at the line level.
The color-coding function extends further. In facilities that use HACCP zone color-coding — blue for ready-to-eat, red for raw meat, yellow for poultry — blue nitrile fits the ready-to-eat zone standard used by most North American and European food safety programs. For more on how color-coding works across food service applications, see our article on blue nitrile gloves color coding.
For distributors supplying food service chains, this means blue isn't interchangeable with clear or black for this segment. A buyer who substitutes a clear or black glove into a blue-specified HACCP plan creates a compliance gap for their customer. Blue is the SKU that protects the account.
Thickness selection for food service tasks
Thickness is where most spec sheets are vague and most sourcing mistakes happen. "Food service nitrile glove" covers tasks with very different mechanical demands — light prep work, general cleaning, and heavy-duty chemical sanitation are not the same application, and they don't need the same glove.
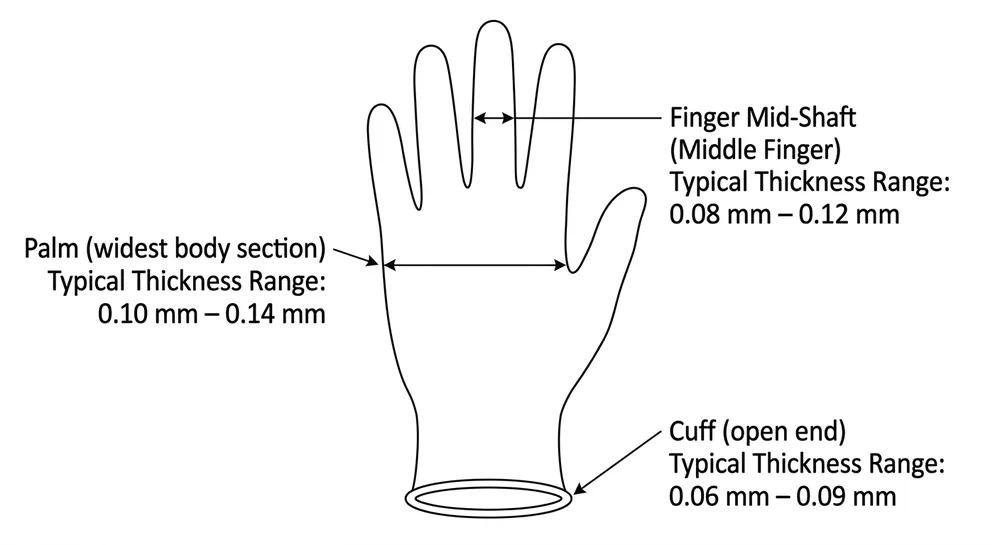
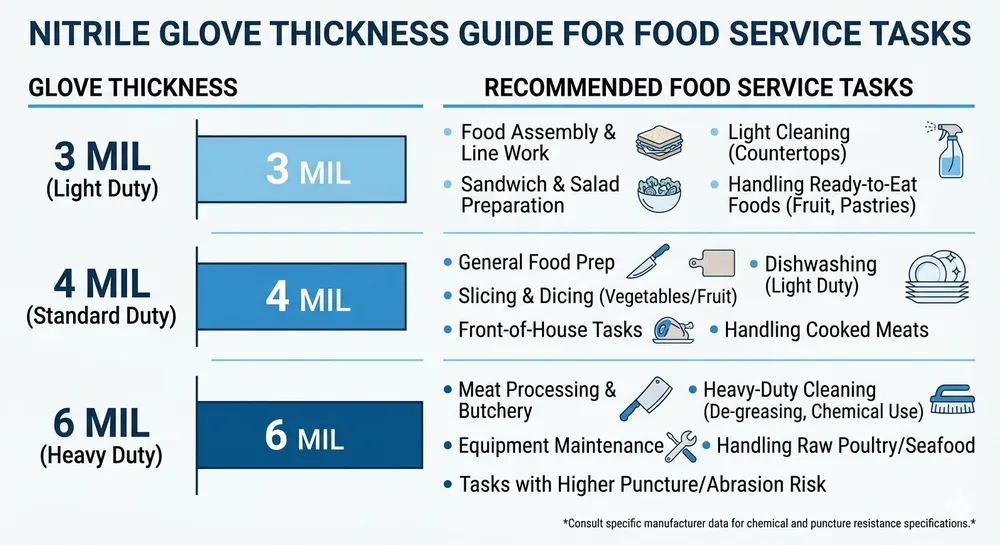
The mil rating (1 mil = 0.0254mm) is the standard thickness measure. Here's how we map thickness to food service task type:
| Task category | Recommended thickness | Typical mil rating | Notes |
|---|---|---|---|
| Light food prep, short-duration handling | Thin | 3 mil (0.076mm) | High tactile sensitivity; not for chemical exposure |
| General cleaning, dishwashing, surface sanitation | Standard | 4 mil (0.10mm) | Most common food service SKU; balances dexterity and durability |
| Heavy-duty chemical cleaning, degreaser contact | Thick | 6 mil (0.15mm) | Required when gloves contact concentrated sanitizers or degreasers |
| Extended-wear prep, high-abrasion tasks | Thick | 6 mil (0.15mm) | Reduces glove change frequency; better puncture resistance |

A few things worth knowing about how thickness interacts with compliance:
The 4 mil standard weight is the most common food service SKU for a reason — it passes ASTM D6319 tensile and elongation requirements comfortably while maintaining enough dexterity for prep work. At 3 mil, you're at the lower edge of ASTM D6319 compliance; the glove works for light tasks but won't hold up to repeated chemical exposure or extended wear.
At 6 mil, the glove is rated for chemical resistance applications. If your customer's kitchen uses quaternary ammonium sanitizers, chlorine-based cleaners, or commercial degreasers at working concentration, 6 mil is the specification that keeps the glove intact through a full cleaning cycle.
Our 8 automated dipping lines hold thickness tolerance to ±0.02mm across the palm and fingertip zones. That matters for food service accounts because a glove that measures 4 mil at the palm but 2.8 mil at the fingertip — where most punctures happen — isn't actually a 4 mil glove. We run 100% AQL 1.5 outgoing inspection with online pinhole detection on every production run, so thickness drift and micro-perforations get caught before the container loads.
(AQL 1.5 means a maximum acceptable defect rate of 1.5 per 100 units at the inspection sample size. The industry default for many food service suppliers is AQL 2.5 — that's a 67% higher defect tolerance. For a food service chain running 10,000 pairs per week, the difference is measurable in glove failures per shift.)
Certification documents to require before placing a bulk order
This is where food service sourcing goes wrong most often. A supplier sends a sample that passes your internal check, you place a container order, and the documentation package that arrives with the shipment doesn't support what your customer's auditor needs to see.
The documents that matter for food-contact nitrile gloves:
FDA 510(k) clearance — glovemfg holds FDA 510(k) clearance, which covers the glove's safety and performance claims for the US market. For food service distributors selling into regulated institutional accounts (hospitals, school districts, government food service), 510(k) is often a procurement requirement. Ask for the clearance number and verify it against the FDA database.
ASTM D6319 test report — this is the standard for nitrile examination gloves covering tensile strength, elongation at break, and AQL. A current test report (within 12 months) from an accredited third-party lab confirms the glove meets the mechanical performance standard. Lot-specific reports are better than generic product-level reports.
21 CFR 177.2600 food-contact declaration — a written declaration from the manufacturer confirming the formulation complies with the regulation, ideally with the ingredient list attached. This is what your customer's food safety auditor will ask for.
AQL inspection records — lot-level inspection records showing the AQL standard applied, sample size, and acceptance/rejection result. These are your traceability documents if a quality issue surfaces after delivery.
Lot traceability — each carton should carry a lot number that traces back to a specific production run, dipping line, and compound batch. Without this, a quality issue in the field can't be isolated to a specific production window.
We provide all five document types as standard for food-contact orders. The 510(k) clearance number is on file; ASTM D6319 reports are updated annually through a third-party lab; and lot traceability runs from the compound batch through the finished carton label.
For distributors building a supplier qualification file, these five documents are the minimum. Some institutional buyers — particularly healthcare-adjacent food service accounts — will also ask for a Certificate of Conformance per shipment. We issue those on request.
Sourcing at container scale: what changes for food service accounts
Single-SKU food service accounts are straightforward. Multi-site food service chains — regional restaurant groups, contract food service operators, institutional distributors — have a different problem: they need formulation consistency across multiple container orders placed over 12 months, because their HACCP documentation references a specific glove specification.
If the compound formulation shifts between your Q1 and Q3 orders, the glove that passed your customer's initial qualification may not match what arrives in the second container. This is a real problem with suppliers who buy compound from the spot market rather than controlling their own formulation.
Our in-house compounding lab locks the formulation for each approved SKU. When you place a repeat order against the same item number, the compound batch is produced from the same formula. That's what makes multi-site procurement manageable — your customer's food safety team qualified one specification, and that's what they keep receiving.
Standard MOQ for food-contact blue nitrile is one container (approximately 2,000 boxes). OEM and private-label options are available for distributors who want to build a house brand in the food service segment — we can produce to your label with the full compliance documentation package under your brand name.
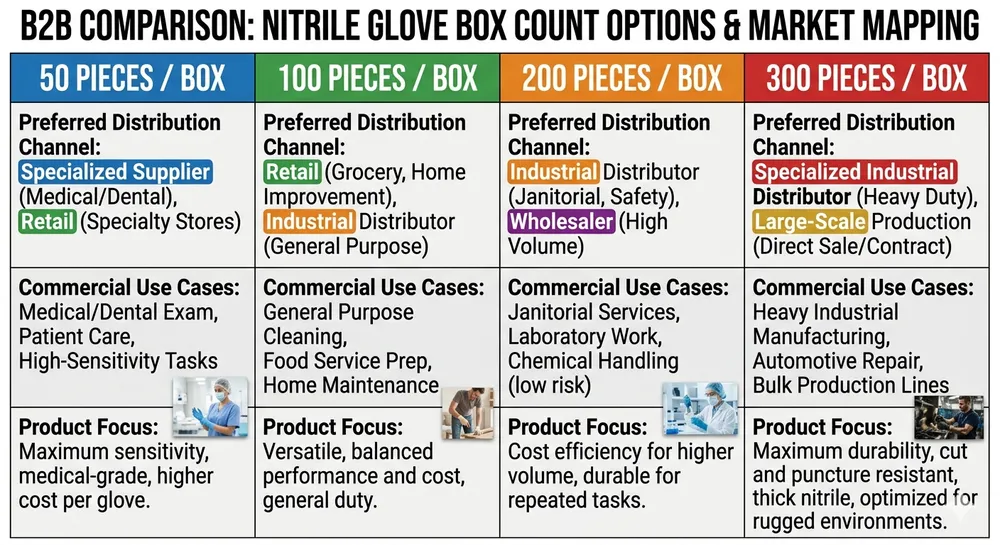
For Blue Nitrile Gloves in food service grades, the typical container configuration is 100 gloves per box, 10 boxes per case, 200 cases per container — but we can adjust box count and case configuration to match your customer's stocking unit.
FAQ
Are blue nitrile gloves FDA food-contact approved?
FDA food-contact compliance for nitrile gloves is governed by 21 CFR 177.2600, which sets permitted ingredients for rubber articles in repeated food contact. A glove is compliant when its formulation uses only FDA-listed materials at permitted levels and is powder-free. The manufacturer must be able to provide a written declaration and ingredient data to support the claim — "FDA approved" as a label phrase without documentation behind it is not sufficient for institutional food service accounts.
What thickness nitrile glove is right for food service?
4 mil is the standard for general food service cleaning and prep. Use 3 mil only for short-duration light prep where tactile sensitivity matters more than durability. Specify 6 mil when gloves will contact concentrated chemical sanitizers, degreasers, or when extended wear is required. The 4 mil weight covers roughly 80% of food service applications.
Why are powdered gloves banned for food contact?
The FDA banned powdered gloves in January 2017 under 21 CFR Parts 880, 884, and 895. Cornstarch powder used as a donning lubricant sheds particulates that contaminate food and create documented foreign body hazards in HACCP-managed operations. All food-contact nitrile gloves for the US market must be powder-free.
What is AQL 1.5 and why does it matter for food service?
AQL (Acceptable Quality Level) 1.5 means the outgoing inspection accepts a maximum defect rate of 1.5 per 100 units at the standard sample size. The common industry default is AQL 2.5, which tolerates 67% more defects. For food service operations running high glove volumes, the difference shows up as glove failures per shift — pinhole defects that allow cross-contamination are the specific failure mode that AQL inspection is designed to catch.
What documents should I request from a nitrile glove supplier for food service accounts?
At minimum: FDA 510(k) clearance number (verifiable in the FDA database), ASTM D6319 test report from an accredited lab, 21 CFR 177.2600 food-contact declaration with ingredient data, AQL inspection records per lot, and lot traceability from compound batch to finished carton. For healthcare-adjacent food service accounts, add a per-shipment Certificate of Conformance.
Can I order private-label blue nitrile gloves with food-contact compliance documentation?
Yes. We produce OEM and private-label food-contact blue nitrile under buyer brand names with the full compliance documentation package — 510(k) reference, ASTM D6319 reports, and 177.2600 declaration — issued under the finished product specification. MOQ is one container for standard SKUs. Request a quote with your target thickness, box configuration, and certification requirements.