Color-coding gloves sounds simple. Assign a color to a zone, train the staff, done. What actually happens in most facilities is something different: the color scheme exists on paper, the gloves arrive in whatever shade the last supplier shipped, and the person doing the audit finds three different blues in three different departments — none of them matching the protocol document.
That gap between the written procedure and what's actually on the line is where cross-contamination risk lives. And in food processing or clinical environments, that gap has real consequences: failed inspections, product recalls, HAI incidents, and the liability that follows.
This guide covers how to build a color-coding system that holds — from protocol design through sourcing decisions to the inspection checkpoints that tell you whether it's actually working.

Why the Color Scheme Fails Before Anyone Puts on a Glove
The failure usually starts at the procurement stage, not the training stage.
A facility writes a protocol: blue for ready-to-eat food contact, green for raw protein handling, yellow for sanitation, red for waste. The protocol goes to the safety manager. The safety manager sends a purchase order to whoever has the best price that week. The gloves arrive — and the "blue" from Supplier A is a deep navy, the "blue" from Supplier B is a pale powder blue, and the "blue" from Supplier C is closer to teal. Staff can't reliably distinguish them under processing floor lighting. The color-coding system is technically in place and functionally useless.
We see this pattern regularly when buyers come to us after a failed audit. The protocol was sound. The sourcing wasn't tied to the protocol.
Three things break color-coding systems before training ever becomes the issue:
- Inconsistent color across supplier batches. If your glove supplier doesn't hold color to a defined standard across production runs, your protocol degrades every time you reorder.
- Inadequate contrast under facility lighting. A color that reads clearly under office fluorescents may be ambiguous under the yellow-tinted lighting common in cold storage or processing areas.
- No specification lock between procurement and operations. The safety team defines the protocol; procurement buys on price. Without a written color spec tied to the purchase order, the two functions work against each other.
Blue nitrile gloves are the most common choice for clean-zone or ready-to-eat food contact applications for a specific reason: blue has no natural analog in most food environments. A blue fragment in a food product is immediately visible — which is why blue is the default color for food-contact PPE in HACCP-compliant facilities. That visibility advantage disappears if your "blue" varies between orders.
Building a Protocol That Survives Contact with Reality
A color-coding protocol needs four components to hold up in practice.
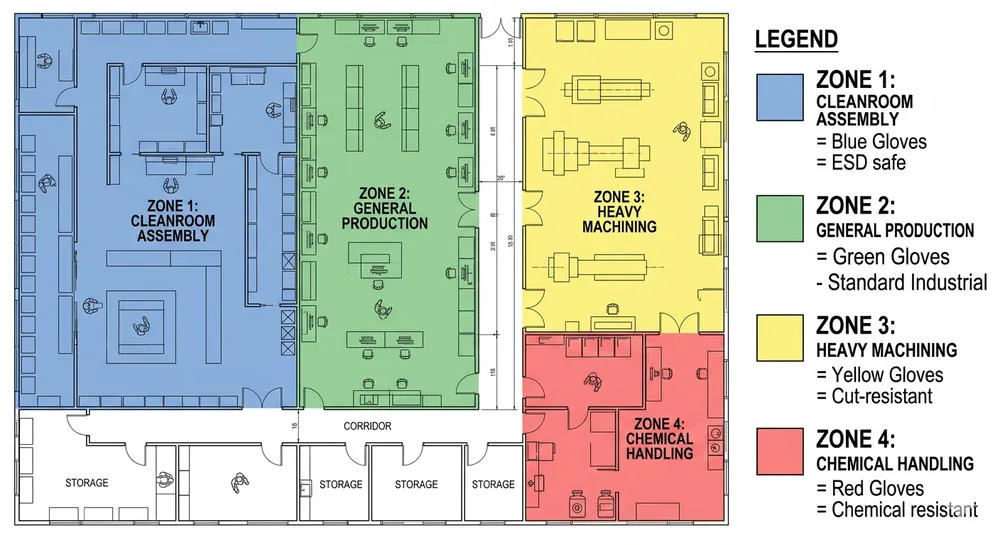
1. Zone definition with contamination logic, not just geography
Don't assign colors by room. Assign them by contamination risk level and transfer pathway. The question to answer for each zone: what contaminant, if transferred to another zone, creates the highest consequence? That answer determines which zones need the hardest color boundaries.
In a food processing facility, the critical boundary is typically between raw protein handling and ready-to-eat contact surfaces. In a clinical setting, it's between patient contact zones and sterile preparation areas. Map the transfer pathways first, then assign colors to create maximum visual contrast at those boundaries.
2. A color specification, not just a color name
"Blue" is not a specification. For sourcing purposes, define the color with enough precision that a supplier can match it consistently across orders. Pantone references work for this — most glove manufacturers with in-house compounding capability can match to a Pantone target. (We use Pantone references for all custom color orders; it's the only way to hold consistency across production runs separated by months.)
For standard blue nitrile gloves, the typical food-contact blue falls in the Pantone 2935–2945 range — a mid-to-deep blue with enough saturation to read clearly under processing floor lighting. Pale blues and teals are harder to distinguish from each other and from some green variants under certain lighting conditions.
3. A single-supplier or approved-supplier policy for each color
Color consistency requires process consistency. If you're sourcing the same color from multiple suppliers simultaneously, you will get variation. Either designate one supplier per color in your protocol, or require that all approved suppliers match the same Pantone reference and provide color confirmation with each shipment.
4. A retraining trigger tied to supplier changes
Every time the glove supplier changes — even for the same color — run a visual comparison before the new stock goes to the floor. Put a glove from the new batch next to a glove from the previous batch under your facility's actual lighting. If staff can't reliably distinguish them from adjacent colors in your protocol, the new batch doesn't go into rotation until the issue is resolved.

The Sourcing Spec That Protects Your Protocol
Once the protocol is defined, the sourcing decision determines whether it holds. These are the specification parameters that matter for color-coded glove programs.
Color consistency across production runs
Ask your supplier directly: how do you control color consistency between batches? The answer tells you a lot. A supplier with in-house compounding capability controls the colorant concentration at the compound mixing stage — that's where color is set, not at the dipping stage. A supplier buying pre-mixed compound from a third party has less control over batch-to-batch color variation.
We mix our own nitrile compound, which means we control colorant loading directly. When a buyer specifies a Pantone target, we match it at the compound stage and hold it there. For repeat orders, we keep the formulation record so the color doesn't drift between your first container and your fifth.
Thickness and AQL standard
Color-coding is a contamination control tool. It only works if the gloves themselves don't fail during use. A glove that tears during food handling or patient contact defeats the purpose of the color system — the contamination event happens regardless of what color the glove was.
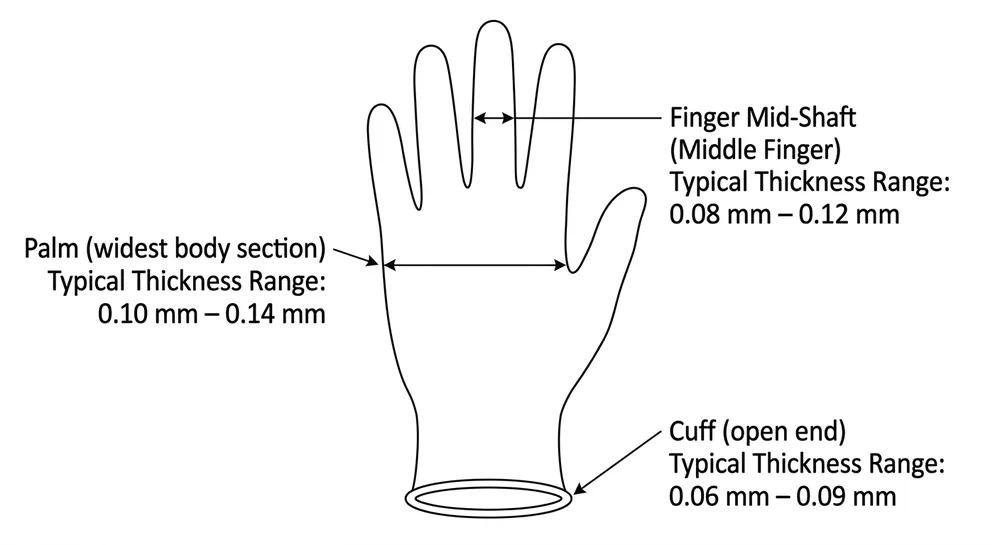
For food processing applications, specify a minimum palm thickness of 0.10mm with fingertip reinforcement if your application involves sharp edges or bone contact. For clinical examination use, 0.08–0.10mm is standard, but verify that the supplier's AQL standard is 1.5, not 2.5. The difference: at AQL 1.5, the acceptable defect rate is roughly half that of AQL 2.5. In a high-volume clinical environment, that difference shows up in glove failure rates over time.
Powder-free specification
For both food contact and medical applications, powder-free is non-negotiable. Cornstarch powder from powdered gloves contaminates food products and triggers allergic responses in sensitized patients. Any color-coding program for food or medical use should specify powder-free as a baseline requirement, not an option.
Certification coverage
For food contact: verify EN 455 or ASTM D6319 compliance depending on your market. For medical examination use in North America, FDA 510(k) clearance is the relevant credential. For European medical procurement, CE marking under EN 455 is required. These aren't interchangeable — a glove with FDA 510(k) clearance isn't automatically CE-marked, and vice versa.
Our Blue Nitrile Gloves carry ISO 9001:2015, CE, EN 455, ASTM D6319, and FDA 510(k) — the full stack for both North American and European distribution. If your buyers operate across both markets, that matters for your compliance documentation.
Common Implementation Failures and How to Prevent Them
These are the failure modes we hear about most often from buyers who've already run a color-coding program and found it breaking down.
Failure: Staff reuse gloves across zones
This is a training and enforcement issue, but it's also a glove economics issue. If gloves are rationed or staff feel pressure to conserve them, they'll carry a glove from one zone into another rather than change. The fix isn't just retraining — it's ensuring adequate glove supply at every zone transition point. Dispensers at zone boundaries, not just at the start of a shift, reduce the friction of changing gloves.
Failure: Color ambiguity under processing conditions
Wet gloves, gloves covered in product residue, and gloves viewed under non-standard lighting all reduce color discrimination. Test your color scheme under actual working conditions before finalizing it. Put gloved hands next to each other under your facility's lighting, with the gloves wet and with product residue present. If the colors are ambiguous in those conditions, they're ambiguous when it matters.
Failure: Protocol not reflected in purchase orders
The safety manager writes the protocol. Procurement buys on price. The gloves that arrive are technically "blue" but don't match the protocol's color. This is a process gap, not a supplier gap. The fix: the color specification (including Pantone reference or approved supplier list) must be written into the purchase order template, not just the safety manual.
Failure: No incoming inspection for color
Most facilities inspect incoming gloves for quantity and packaging condition. Few inspect for color match against the protocol standard. Add a simple visual check to your incoming inspection: compare a glove from each new shipment against a reference sample from the previous approved batch. Flag any shipment where the color is visibly different before it goes to the floor.
Failure: Single-color programs in multi-hazard environments
Some facilities implement blue gloves facility-wide and call it a color-coding program. That's not color-coding — that's just a glove program. Color-coding requires at least two colors with a defined boundary between them. If your facility has more than one contamination risk category (and most do), a single-color program doesn't address the cross-contamination pathway.

Validating That the System Is Working
A color-coding program that isn't audited isn't a program — it's a document. These are the practical checkpoints that tell you whether the system is functioning.
Monthly color audit
Pull one glove from each color in active use. Compare them side by side under facility lighting. Confirm they match the reference samples in your protocol document. If any color has drifted — from a new supplier batch, a substitution, or a purchasing error — catch it here before it becomes an audit finding.
Zone observation check
During a normal shift, observe zone transitions. Are staff changing gloves at the designated transition points? Are the correct colors present at each zone? This doesn't require a formal audit — a 15-minute walkthrough by a supervisor covers it. Document what you observe.
Glove failure log
Track glove tears, punctures, and integrity failures by zone and by glove lot. If a specific lot shows elevated failure rates, pull it from rotation and notify your supplier. A color-coding program built on gloves that fail during use is providing false assurance — the color is correct but the barrier isn't intact.
Supplier batch documentation
For each incoming shipment, retain the lot number, production date, and any test reports provided by the supplier. If a contamination event occurs, you need to be able to trace which glove lot was in use in which zone on which date. This is standard HACCP documentation practice, but it's often not applied to gloves specifically.
Annual protocol review
Facility layouts change. Processes change. Staff turn over. Review the color-coding protocol annually against the current facility map and contamination risk assessment. A protocol written for a facility configuration that no longer exists is worse than no protocol — it creates false confidence.
Upstream Control: What Has to Be Right Before the Gloves Reach Your Facility
The most common sourcing mistake in color-coded glove programs is treating color as a cosmetic specification. It isn't. Color consistency is a process control output — it reflects whether the manufacturer controls their compound formulation tightly enough to hold a target across production runs.
When evaluating suppliers for a color-coded program, ask for batch-to-batch color consistency data. A supplier who can show you color measurements (L\a\b\* values or Pantone delta-E readings) across multiple production lots is demonstrating process control. A supplier who says "we'll match your sample" without being able to show historical consistency data is telling you they don't measure it.
The same logic applies to thickness. A supplier who holds 0.10mm palm thickness on the sample shipment but drifts to 0.08mm on the third container isn't holding spec — they're holding the sample. Ask for production lot test reports, not just pre-shipment sample results.
For buyers building a color-coded program across multiple SKUs (different colors for different zones), sourcing all colors from a single manufacturer simplifies this considerably. One supplier relationship, one set of certification documents, one incoming inspection protocol. The color consistency question becomes: does this manufacturer hold color across their full product range, not just within a single SKU?
We supply multi-color programs to distributors who service food processing and healthcare accounts. The typical setup is two to four colors from our standard range, all produced on the same lines with the same compound base, differentiated only by colorant. That means the thickness, AQL standard, and certification coverage are identical across colors — your protocol doesn't have to account for different glove performance characteristics by zone.
If your program requires a color outside our standard range, custom color matching is available from our in-house compounding lab. MOQ for custom color runs starts at one 40HQ container. For buyers building a private-label color-coded program, we can produce each color under your brand with matched Pantone references and consistent lot documentation. Request a quote with your color requirements and we'll confirm feasibility and lead time.
Practical Recommendation
A functional color-coding program has three dependencies: a protocol that maps colors to contamination risk (not just geography), a sourcing spec that locks color consistency into the purchase order, and an audit routine that catches drift before it becomes a compliance failure.
The protocol work is yours. The sourcing side is where we can help — consistent color across production runs, full certification coverage for food and medical applications, and the documentation trail your QC team needs for HACCP compliance.
If you're building or rebuilding a color-coded glove program and want to discuss specifications, send your zone requirements and volume to our team. We'll recommend the right SKU configuration and provide reference samples for your color validation before you commit to a container order.