The Japanese market for colored nitrile gloves is not a niche. Color-coded glove programs are standard practice in food processing facilities, hospital departments, and industrial clean rooms across Japan — and the distributors supplying those programs need consistent color, reliable certification, and a supply chain that doesn't break down mid-contract.
The challenge is that "colored nitrile gloves" covers a wide range of sourcing realities. A pink glove from one supplier and a pink glove from another may share nothing except the color name. Pigment formulation, batch-to-batch consistency, food-contact compliance, and AQL standards vary significantly across the supplier landscape. If you're building a private-label color line or supplying a facility with a strict color-coding protocol, those differences land directly on your reputation.
This article maps the supplier landscape available to Japanese distributors — local trading companies, regional importers, and factory-direct Chinese manufacturers — and explains the trade-offs honestly so you can match your sourcing route to your actual business requirements.

What Japanese Distributors Actually Need from a Colored Glove Supplier
Before reviewing specific companies, it's worth being precise about what "colored nitrile gloves" requires at the supply level — because this is where sourcing decisions go wrong.
Color consistency across batches is the first real test. A distributor supplying a hospital color-coding program or a food plant with department-specific glove colors cannot absorb batch-to-batch color drift. The facility's protocol is built around the color being recognizable. If your second container ships a shade lighter than the first, you have a customer complaint and a potential compliance issue. Color consistency is a formulation discipline — it requires a controlled pigment compound, not just a dye added at the surface. Most buyers don't discover this distinction until their second container arrives.
Food-contact and medical-grade pigment compliance is the second requirement that separates serious suppliers from catalog sellers. Japan's food safety regulations and JIS standards require that gloves used in food handling meet specific migration limits for colorants. A supplier who can produce a pink glove is not automatically a supplier who can produce a food-contact-compliant pink glove. The pigment selection, the nitrile compound formulation, and the curing process all affect whether the finished glove passes food-contact testing.
Certification alignment with Japanese import requirements matters for medical-grade SKUs. CE marking and FDA 510(k) clearance are the primary international benchmarks, and Japanese medical device importers typically require one or both alongside JIS T 9010 or equivalent documentation. Distributors supplying dental clinics, surgical departments, or diagnostic labs need to verify certification scope before committing to a supplier.
MOQ flexibility for color SKUs is a practical constraint that affects how you build a color line. Standard blue or black nitrile gloves move in volume. Pink, purple, green, and teal SKUs often move in smaller quantities across multiple customer accounts. A supplier with a 5,000-box minimum per color per size will price you out of the market for specialty color SKUs unless your volume justifies it.
The Local Supplier Landscape: 10 Companies Worth Knowing
The following companies represent the range of sourcing options available to Japanese distributors of colored nitrile gloves. They span domestic trading companies, regional importers, and direct-from-factory suppliers. Supplier descriptions are based on publicly available information and should be verified directly before procurement decisions.
1. Showa Group (昭和グローブ) — showa-group.com
Showa is one of Japan's most recognized glove manufacturers, with a long history in industrial and chemical-resistant hand protection. Their nitrile product range includes examination and industrial grades. For colored nitrile SKUs, Showa's domestic distribution network offers fast replenishment and strong local technical support. Lead times for standard SKUs are competitive within Japan. Custom Pantone-matched color programs are not their primary offering — their strength is in certified, high-performance industrial gloves rather than private-label color customization.
2. Ansell Japan — ansell.com
Ansell operates in Japan through its regional distribution structure and is well-established in the medical and industrial PPE segments. Their colored nitrile examination gloves (including the TouchNTuff and Micro-Touch lines) are available through Japanese medical distributors. Ansell's strength is brand recognition and regulatory compliance documentation. The trade-off is pricing — Ansell products carry a brand premium that compresses margin for distributors who need to compete on price in the food or industrial segments.
3. Kimberly-Clark Japan — kcprofessional.com
Kimberly-Clark's professional division supplies purple nitrile examination gloves through Japanese healthcare distributors. The Purple Nitrile brand is well-known in hospital procurement. For distributors already supplying healthcare accounts, Kimberly-Clark is a recognized name that reduces buyer resistance. Custom color or private-label programs are outside their model — they sell branded product, not OEM.
4. Medicom Japan — medicom.com
Medicom is a Canadian-headquartered medical supply company with distribution reach into Japan. Their SafeTouch nitrile examination gloves are available in standard colors including blue and pink. Medicom's Japanese distribution is primarily through medical supply channels. For distributors supplying dental and clinical accounts, Medicom is a credible option with established regulatory documentation. MOQ and color customization flexibility are limited compared to factory-direct sourcing.
5. Top Glove Japan Distribution — topglove.com
Top Glove, the Malaysian glove manufacturer, supplies the Japanese market through regional distributors and direct import channels. Their colored nitrile range covers standard examination grades in multiple colors. Top Glove's scale means competitive pricing on standard SKUs, and their certification portfolio (ISO, CE, FDA) is well-documented. For private-label or Pantone-matched color programs, Top Glove's OEM capability exists but is typically structured for larger volume commitments.
6. Hartalega (via Japanese importers) — hartalega.com.my
Hartalega is a Malaysian nitrile glove manufacturer known for thin-wall examination gloves and consistent quality. Their products reach Japan through trading company importers. Hartalega's manufacturing quality is strong, and their colored nitrile SKUs are available in standard examination grades. Direct OEM engagement for Japanese distributors typically requires volume commitments that suit larger buyers; smaller distributors usually access Hartalega product through intermediaries, which adds a margin layer.
7. Supermax Healthcare (via Japanese importers) — supermax.com.my
Supermax is another Malaysian manufacturer with a broad nitrile glove portfolio including colored examination grades. Their products are distributed in Japan through PPE trading companies. Supermax's pricing is competitive for standard SKUs. Custom color formulation and Pantone-matching are not prominently featured in their standard OEM offering — their model is more catalog-based than formulation-customized.
8. Kanam Latex Industries (via regional distributors) — kanamlat.com
Kanam is an Indian glove manufacturer with nitrile examination gloves in their portfolio. Their products reach Asian markets including Japan through regional trading companies. For distributors looking for price-competitive colored nitrile options outside the Malaysian supply chain, Indian manufacturers like Kanam represent an alternative sourcing geography. Certification documentation and color consistency should be verified carefully for Japanese market requirements.
9. Rubberex (via Japanese importers) — rubberex.com.my
Rubberex is a Malaysian manufacturer with industrial and examination nitrile gloves. Their colored nitrile range is available through Asian distribution channels. Rubberex's industrial glove line is their stronger segment; their examination-grade colored nitrile SKUs are available but less prominently positioned than their industrial products. For distributors primarily supplying industrial accounts, Rubberex is worth evaluating alongside the larger Malaysian manufacturers.
10. Glovemfg (Qingdao Glovemfg Medical Products Co., Ltd.) — glovemfg.com
Glovemfg is a Chinese factory-direct manufacturer based in Qingdao, Shandong, specializing exclusively in nitrile gloves since 2007. The facility runs 8 fully automated dipping lines across 18,000 square meters, with annual output of 1.2 billion pieces. For Japanese distributors evaluating colored nitrile options, Glovemfg's in-house compounding lab is the relevant differentiator — Pantone-matched color formulations are developed and locked at the compound level, not applied as surface treatments, so batch-to-batch color consistency holds across repeat orders. Certifications include ISO 9001:2015, CE, EN455, ASTM D6319, and FDA 510(k). MOQ starts at approximately 2,000 boxes (one container) for standard SKUs, with OEM and private-label color programs available.

Where Local Supply Adds Real Value
Local trading companies and regional importers earn their margin in specific situations, and it's worth being direct about when that margin is justified.
Emergency replenishment is the clearest case. If a food processing facility runs short mid-contract, a local trading company with warehouse stock can deliver within days. A factory-direct order from China takes 25–35 days from production confirmation to Japanese port. For distributors managing accounts with zero-tolerance for stockouts, local inventory access is a genuine operational asset — not just a convenience premium.
Small, irregular orders also favor local supply. If you're supplying a dental clinic that orders 10 boxes of pink nitrile gloves twice a year, the economics of a factory-direct container import don't work. Local trading companies aggregate demand across many small buyers, and that aggregation is a real service.
Regulatory documentation support is another area where established local distributors add value. Japanese medical device import requirements involve specific documentation workflows, and a local trading company that has navigated those workflows for years can reduce your compliance burden on the first few orders.
(We've worked with Japanese distributors who started with local supply for exactly these reasons — and then shifted a portion of their volume to factory-direct once their color SKU demand consolidated enough to justify container-scale ordering.)
The Cost of Local Convenience at Scale
The trade-off becomes visible when you look at repeat-volume procurement for color SKUs.
A local trading company sourcing colored nitrile gloves from Malaysian or Chinese manufacturers and warehousing them in Japan is carrying inventory cost, currency risk, and margin expectations across the supply chain. That structure typically adds 25–40% to the ex-factory price before it reaches your invoice. For standard blue or black nitrile gloves where price competition is intense, that premium is hard to pass through. For colored nitrile SKUs — pink, purple, teal, green — where you're building a private-label line or supplying a color-coded facility program, the premium compounds across every SKU and every reorder.
The second cost is color consistency. A trading company sourcing from multiple manufacturers across different production runs has limited control over pigment formulation. If their Malaysian supplier changes a compound component, or if they switch manufacturers between your first and second order, the color your customer received last time may not match what arrives next time. For a facility running a color-coded safety program, that inconsistency is not a minor inconvenience — it's a protocol failure.
The math on a repeat-volume color program typically looks like this: at 5,000–10,000 boxes per year across 3–4 color SKUs, the landed cost difference between local trading supply and factory-direct import is significant enough to fund the MOQ commitment and still improve your margin. The break-even point depends on your specific SKU mix and freight costs, but most distributors we work with find the economics shift clearly in favor of factory-direct once annual volume per color SKU exceeds roughly 2,000 boxes.
Pantone-Matched Color Programs: What the Formulation Actually Requires
This is the part of colored nitrile glove sourcing that most supplier conversations skip over, and it's where private-label color programs succeed or fail.
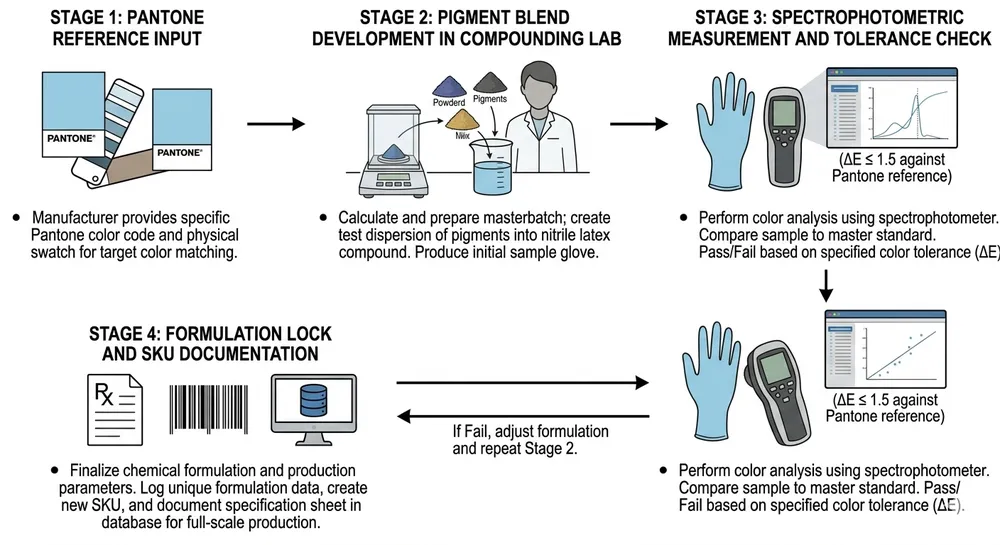
Nitrile gloves get their color from pigments dispersed into the nitrile compound before dipping — not from a coating or surface treatment applied afterward. That means color consistency is a compounding discipline. The pigment type, particle size, dispersion method, and concentration all affect the final color, and all of them need to be locked and documented if you want the same color across production runs six months apart.
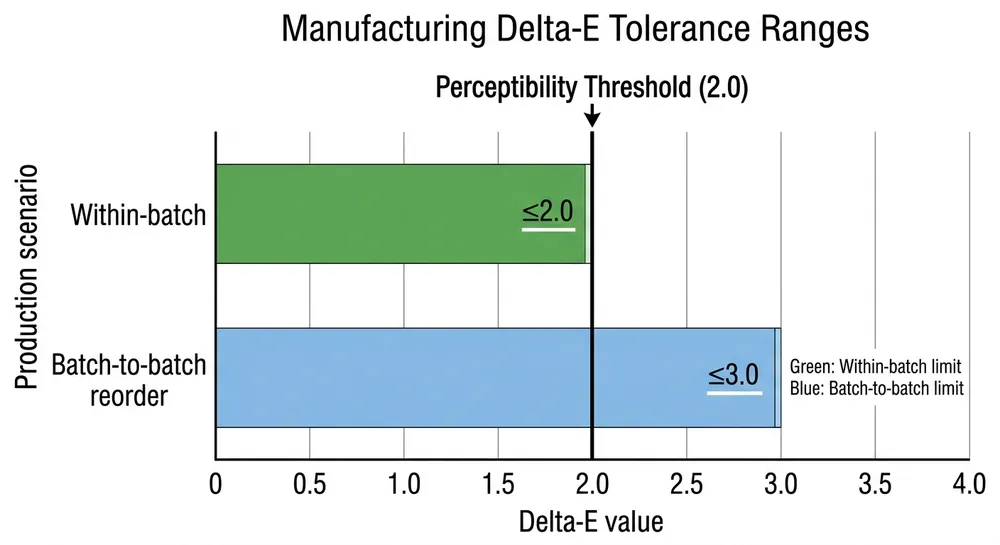
At glovemfg, Pantone color matching for nitrile gloves starts in the compounding lab. We measure against the target Pantone reference using spectrophotometry, adjust the pigment blend across test batches, and lock the formulation once the color falls within the agreed tolerance (typically ΔE ≤ 1.5 for standard color programs, tighter for medical-grade private-label work). That locked formulation is stored against your SKU — so when you reorder, we're not re-matching from scratch, we're running the same compound.
Food-contact compliance for colored nitrile adds another layer. The pigments used in food-contact gloves need to meet migration limits under EU Regulation 10/2011 or equivalent standards — not all pigments that produce a stable color in a nitrile matrix are food-contact safe. We work exclusively with pigments that have documented food-contact compliance, and we can provide the relevant test reports as part of the OEM documentation package. (This is a detail that matters if your customer is a food processing facility operating under HACCP or BRC certification — their auditors will ask.)
For Japanese distributors building a private-label color line, the practical implication is this: ask any supplier whether their color formulation is locked at the compound level or applied as a surface treatment, and ask for the spectrophotometry records from their last three production runs of that color. The answer tells you immediately whether you're dealing with a formulation-capable manufacturer or a catalog supplier.

Import Logistics for Japanese Distributors: What to Verify Before Committing
Factory-direct import from China to Japan is a well-established trade lane, and the logistics are straightforward for distributors who have done it before. For those evaluating it for the first time, a few specifics are worth confirming before you commit to a container order.
Port of entry and customs classification: Nitrile examination gloves import under HS code 4015.19 (or 4015.11 for surgical grade). Japan's customs duties on nitrile gloves from China are generally low, but the classification affects whether any preferential trade agreement rates apply. Your freight forwarder should confirm the applicable rate for your specific product grade before you finalize landed cost calculations.
JIS and Japanese regulatory alignment: For medical-grade nitrile examination gloves sold in Japan, the Pharmaceutical and Medical Device Act (PMD Act) governs import and distribution. Distributors importing medical devices need to hold the appropriate marketing authorization or work with a licensed Japanese importer. CE marking and FDA 510(k) clearance are internationally recognized and support the technical documentation package, but they do not substitute for Japanese regulatory compliance. Verify your regulatory pathway before your first medical-grade import.
Lead time planning: Standard production lead time from a Chinese factory for a confirmed color SKU order is 20–30 days, plus 5–8 days ocean freight to Japanese ports (Yokohama, Osaka, Nagoya). Total door-to-port lead time is typically 30–40 days from order confirmation. For distributors managing customer contracts with defined delivery windows, building a 45-day buffer into your reorder cycle is practical.
Sample verification before container commitment: For any new color SKU or new supplier, request pre-production color samples and AQL inspection reports before approving the production run. A reputable factory will provide spectrophotometry data alongside physical samples. If a supplier resists pre-production sample approval for a custom color order, that's a signal worth taking seriously.
Sourcing Route Decision Guide
The right sourcing route depends on your order profile, not on a general preference for local or imported supply.
| Scenario | Recommended Route |
|---|---|
| Emergency replenishment, < 500 boxes | Local trading company with warehouse stock |
| Standard color SKUs, irregular demand | Local importer or regional distributor |
| Private-label color program, > 2,000 boxes/color/year | Factory-direct OEM with locked formulation |
| Pantone-matched custom color, any volume | Factory-direct with compounding lab capability |
| Medical-grade colored nitrile, certified supply | Factory-direct with CE + FDA documentation |
| First-time import, unfamiliar with logistics | Start with local supply, transition to factory-direct after first full year |
The distributors who get the most value from factory-direct sourcing are typically those running 3–6 color SKUs with predictable annual volume per SKU. At that profile, the landed cost improvement is meaningful, the color consistency is better than what a trading company can guarantee, and the OEM documentation package supports their downstream customer requirements.
Frequently Asked Questions
What is the minimum order quantity for a custom Pantone-matched pink nitrile glove from a Chinese factory?
For a factory with in-house compounding capability, custom Pantone-matched color programs typically start at one container (approximately 2,000 boxes for standard examination-grade nitrile gloves). Below that volume, the compound development and color-lock process doesn't amortize well across the order. Some factories will do smaller color trials at higher per-unit cost — worth asking about if you're testing a new color before committing to full volume.
Do colored nitrile gloves require different certifications than standard blue or black nitrile gloves for the Japanese market?
The certification requirements are the same — the color doesn't change the regulatory classification. What changes is the pigment compliance documentation. For food-contact applications, you need evidence that the specific pigments used in the colored compound meet food-contact migration limits. For medical-grade applications, the full CE or FDA technical file should include the pigment safety data. Ask your supplier for the pigment compliance documentation specifically — not just the glove-level certification.
How do I verify that a supplier's color consistency will hold across multiple production runs?
Ask for spectrophotometry records (ΔE measurements) from at least three consecutive production runs of the same color SKU. A supplier with genuine formulation control will have these records. If they can only provide a physical sample from one run, that's a sign the color is not locked at the compound level and may drift between orders.
What is the typical landed cost difference between local trading supply and factory-direct import for colored nitrile gloves in Japan?
The gap varies by SKU and volume, but a rough working estimate is 25–40% higher landed cost through a local trading company versus factory-direct import at container scale. That gap narrows for very small orders (where freight per unit is high) and widens for larger, repeat-volume programs. The calculation should include ocean freight, customs, and any local warehousing fees on the import side versus the trading company's delivered price.
Can a Chinese factory provide Japanese-language labeling and packaging for private-label color glove programs?
Yes — most experienced OEM factories can produce Japanese-language box printing and inner packaging as part of the private-label program. Provide your label artwork in print-ready format and confirm the box dimensions and carton configuration match your warehouse and retail requirements. Lead time for first-run label production is typically included in the standard production lead time.
—
If you're evaluating factory-direct colored nitrile glove supply for your Japanese distribution business, the Pink Nitrile Gloves category page covers our full color SKU range, formulation capabilities, and OEM program structure. For a specific color program, volume estimate, or certification documentation request, the fastest path is a direct Request Quote with your target color, grade, size range, and annual volume — we'll come back with a landed cost estimate and a sample proposal.
“`