Most buyers who come to us with a custom color request have already been burned once. They ordered from a trading company, got a beautiful first sample, then received a container where half the boxes were a noticeably different shade. The complaint they filed went nowhere because the supplier had no compounding records to reference.
Color consistency in nitrile gloves is a formulation discipline. It lives in the compound, not in the dipping tank. If a factory can't control the compound, they can't control the color — and no amount of Pantone referencing on a purchase order will fix that.
This article explains what custom color nitrile gloves OEM actually involves at the production level: how Pantone matching works, what formulation variables affect color stability and glove performance, and what MOQ structure looks like when you're building a private-label color line.

What "custom color OEM" actually means at the factory level
When a trading company says they offer custom color nitrile gloves, they usually mean they can place an order with a factory and specify a color from a catalog. That's not the same as custom color OEM.
True custom color OEM means the factory controls the nitrile compound in-house — the base polymer, the vulcanization chemistry, and the pigment dispersion are all mixed and adjusted under one roof. At glovemfg, we run an in-house compounding lab specifically because color consistency requires compound-level control. We can't achieve repeatable Pantone matching by adding pigment to a pre-mixed compound we bought from a third-party supplier. The pigment interacts with the cure system, and if the cure system varies between batches — which it will, if you're buying compound externally — the color shifts.
The practical difference for your private-label program: a factory with in-house compounding can hold color across 10 production runs over 18 months. A factory without it can match your sample on the first order and drift on the third.
We've been running our compounding lab since the early years of the factory. The original reason was thickness consistency — we needed to own the compound to control viscosity and dipping behavior. Color control came later, but it runs on the same infrastructure.
Pantone matching process: delta-E tolerance and what's achievable
Pantone matching for nitrile gloves works differently than Pantone matching for print or textiles. The substrate is a vulcanized elastomer, not paper or fabric, and the color shifts during the curing process. What goes into the dipping tank is not what comes out.
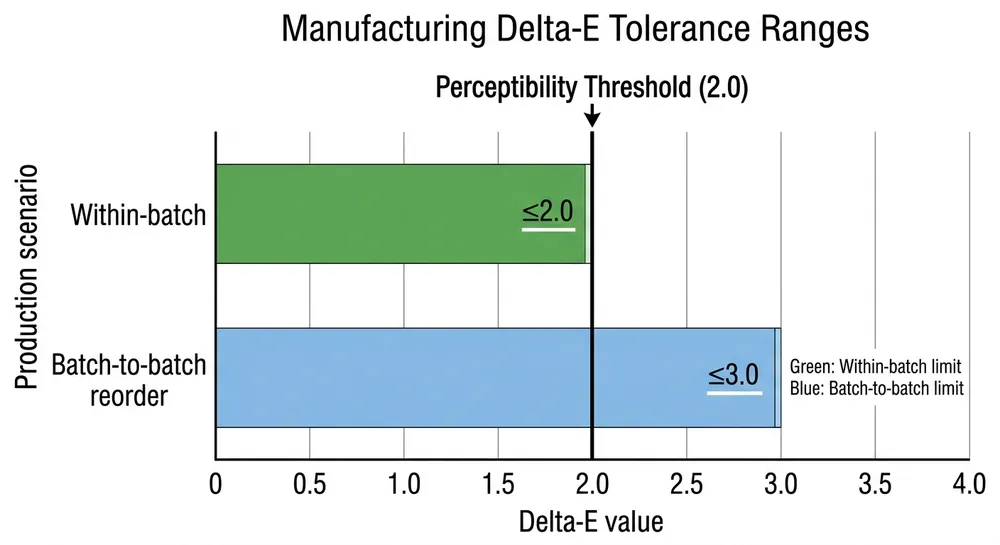
Our process starts with the buyer's Pantone reference — typically a Pantone Matching System (PMS) code or a physical color chip. We convert that to a target CIE Lab value and set a delta-E tolerance before production begins. For standard private-label color programs, we work to a delta-E of ≤2.0 within a production batch and ≤3.0 batch-to-batch across reorders. Delta-E below 2.0 is generally imperceptible to the human eye under standard lighting; above 3.0, most buyers can detect the shift.
(The tighter you specify the tolerance, the more compound adjustment cycles we need before locking the formula. For a first-time custom color, budget for 2-3 lab iterations before we confirm the production formula.)
The variables that affect where we land on delta-E:
| Variable | Effect on color output |
|---|---|
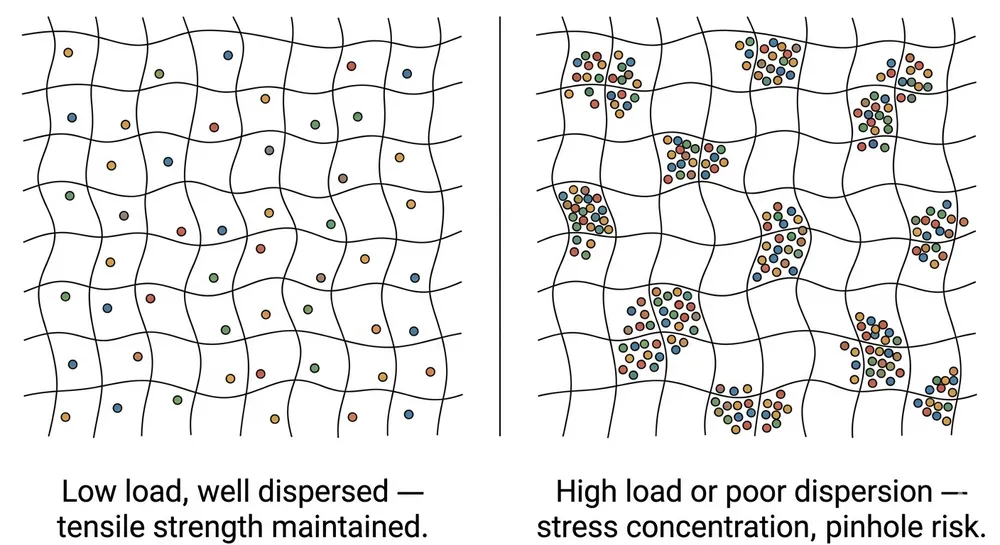
| Pigment concentration | Higher concentration improves saturation but can affect elongation-at-break |
| Cure temperature profile | Small deviations shift hue, especially in yellow and orange ranges |
| Glove thickness | Thicker gloves appear more saturated at the same pigment load |
| Post-cure aging | Some pigments continue to shift slightly in the first 30 days after production |
Bright colors — particularly yellows, oranges, and certain greens — are harder to hold within tight delta-E tolerances than blues, purples, and blacks. If your brand color is a saturated yellow, we'll tell you upfront what tolerance is realistic rather than promise a number we can't deliver.

Formulation variables: what pigment does to glove performance
This is the section most trading company pages skip entirely, and it's the one that matters most if you're selling into regulated markets.
Pigment is not inert in a nitrile compound. It occupies volume in the polymer matrix, and at higher concentrations it can reduce tensile strength and elongation-at-break — the two mechanical properties that EN 455 and ASTM D6319 test directly. The effect is small at typical pigment loads (1-3% by weight), but it's real, and it means a custom color SKU cannot simply inherit the test data from your standard blue or black glove.
We test every new color formulation against the same AQL 1.5 standard we apply to all production. Before we release a custom color formula to the production line, it goes through:
- Tensile strength and elongation-at-break testing per EN 455-2 / ASTM D6319
- Pinhole detection on the dipping line (100% AQL 1.5 online inspection)
- Color verification against the locked delta-E target using a spectrophotometer
The compliance question buyers ask most often: does a custom color SKU retain our EN 455, ASTM D6319, and FDA 510(k) certifications? The honest answer is that the certification covers the product category and manufacturing process, not a specific color. If the custom color formulation passes the same mechanical and barrier tests as the certified standard SKU — which ours do, because we test before releasing — the product performs to the same standard. We can provide test reports for any custom color formula on request.
One area that requires specific attention: food-contact and medical-grade applications. Certain pigment chemistries carry migration risk — the pigment can transfer to surfaces the glove contacts. We use only food-contact-safe pigments for any SKU going into food processing or medical use, and we can provide pigment safety data sheets as part of the product documentation package. If you're building a color-coded program for a food facility, this is not optional paperwork — it's what your buyer's food safety auditor will ask for.
The accelerator-free angle is worth noting here. We can combine custom color with an accelerator-free nitrile formulation for buyers targeting sensitization-sensitive markets — healthcare facilities with latex and accelerator allergy protocols, for example. The pigment compatibility with accelerator-free compound requires separate lab validation, but we've done it for several European medical distributors. See our Colored Nitrile Gloves page for more on the available base formulations.
MOQ structure: standard color SKUs vs. custom Pantone projects
MOQ for custom color nitrile gloves depends on whether you're selecting from our existing color catalog or commissioning a new Pantone-matched formula.
Standard color SKUs (colors we already produce in regular rotation — blue, black, purple, green, orange, pink, and a few others) carry our standard MOQ: 1 x 40HQ container, approximately 2,000 boxes. These colors have locked formulas, existing test data, and no lab development cost. If your private-label program uses one of these colors, you're essentially ordering a standard SKU with your own box and branding.
Custom Pantone projects — a specific PMS code that doesn't match an existing formula — require a minimum of 1 x 40HQ as well, but the project structure is different:
| Stage | What happens | Typical output |
|---|---|---|
| Color brief submission | Buyer provides PMS code, grade, thickness, and volume estimate | Factory confirms feasibility |
| Lab development | Compound formulation and pigment dispersion iterations | 2-3 sample sets for buyer approval |
| Formula lock | Buyer approves color and signs off on delta-E tolerance | Production formula recorded |
| Production run | Full container run against locked formula | ~2,000 boxes per 40HQ |
| Reorder | Formula on file, color matched to original delta-E target | Same MOQ applies |
The 2,000-box minimum for custom color is driven by the economics of the dipping line, not by arbitrary policy. A single color run requires a compound batch, a line setup, and a post-production cleaning cycle. Below a certain volume, the per-unit cost of that setup makes the project unworkable for both sides. (We've had buyers ask about 500-box custom color trials. We can sometimes accommodate this as a lab-scale sample run for evaluation purposes, but it's not a commercial production run and the per-box cost reflects that.)
For buyers building a multi-SKU private-label color line — say, a 5-color department color-coding program — we can schedule the colors across sequential production runs to share container space and reduce per-SKU freight cost. Most of our distributors building color programs start with 2-3 colors and expand once they've validated sell-through in their market.
Request a Quote with your target Pantone references, grade requirements, and estimated annual volume — we'll confirm which colors are catalog-available and which require lab development, and give you a realistic MOQ and lead time for each.
Color stability across the supply chain
A color that looks right at the factory can arrive at your customer's warehouse looking different. This isn't a formulation failure — it's a storage and handling issue, and it's worth understanding before you build a private-label program around a sensitive color.
Nitrile gloves are UV-sensitive. Prolonged exposure to direct sunlight or fluorescent UV during warehousing will shift certain pigments, particularly yellows and light blues. Standard corrugated carton packaging provides adequate protection for normal warehouse conditions, but if your distribution chain involves extended outdoor storage or uncontrolled temperature environments, it's worth discussing packaging upgrades.
Dye migration is a separate concern for food-contact applications. Even with food-safe pigments, gloves stored in direct contact with certain food packaging materials over long periods can show surface transfer. The practical mitigation is standard: individual poly-bag packaging per box, which we include as default on food-contact SKUs.
We retain a color reference standard (a sealed production sample) for every locked custom formula. When you reorder, we pull the reference and verify the new batch against it before shipment. This is the only reliable way to catch a color drift before it reaches your customer — and it's something worth asking any colored nitrile gloves manufacturer whether they do.
Compliance carry-through on custom color SKUs
Our ISO 9001:2015, CE, EN 455, ASTM D6319, and FDA 510(k) certifications apply to our manufacturing process and product category. Custom color SKUs produced on our lines go through the same QC process as standard SKUs — same AQL 1.5 inspection, same online pinhole detection, same mechanical testing protocol.
What this means practically: a custom color glove we produce for your private label carries the same compliance foundation as our standard catalog items. We can provide:
- Test reports for the specific color formula (tensile, elongation, pinhole)
- Pigment safety data sheets for food-contact and medical grades
- CE and FDA documentation for the product category
- ISO 9001:2015 certification for the manufacturing facility
The one scenario where compliance gets more complicated: if you want to make a specific medical device claim on your private-label packaging (e.g., "sterile examination glove" or a specific EN 455 part claim), that claim needs to be supported by test data for your specific SKU, not just the factory's general certification. We can arrange third-party testing through accredited labs if your market requires it.
For buyers sourcing Pink Nitrile Gloves or other color-specific SKUs for regulated markets, the compliance documentation package is part of what we prepare before the first shipment.
FAQ
What is the minimum order for custom color nitrile gloves OEM?
1 x 40HQ container, approximately 2,000 boxes, for both standard catalog colors and new custom Pantone projects. The difference is lead time: catalog colors can ship within our standard production schedule; new Pantone formulas require 2-3 lab iterations before production, adding time to the first order.
Does adding custom pigment affect glove tensile strength or AQL compliance?
At typical pigment loads (1-3% by weight), the effect on tensile strength and elongation-at-break is measurable but small. We test every new color formula against EN 455-2 and ASTM D6319 before releasing it to production. If a pigment concentration causes a mechanical property to fall outside spec, we adjust the formulation — we don't release it. Test reports for any custom color formula are available on request.
How tight a Pantone match can you hold across reorders?
Within a production batch: delta-E ≤2.0. Batch-to-batch across reorders: delta-E ≤3.0. We retain a sealed color reference standard for every locked formula and verify each reorder batch against it before shipment. For colors where tighter tolerance is commercially important (brand-critical colors), we can discuss tighter specs during the formula development stage — but the achievable tolerance depends on the specific color.
Can I combine custom color with an accelerator-free formulation?
Yes. We've done this for medical distributors in Europe targeting sensitization-sensitive facilities. The pigment compatibility with accelerator-free compound requires separate lab validation, so the development timeline is slightly longer than a standard color project. Confirm your grade requirement (medical, food-contact, or industrial) when you submit your color brief.
What documents should I request when evaluating a colored nitrile gloves manufacturer?
Ask for: (1) test reports for the specific color formula you're ordering, not just the factory's standard SKU data; (2) pigment safety data sheets if the application is food-contact or medical; (3) a description of how they retain color reference standards for reorder matching; (4) their AQL inspection standard and whether it applies to custom color runs. A factory that can't produce item 3 is telling you something important about their batch-to-batch consistency.