The question comes up on almost every color glove RFQ we receive: does the pigment change the glove? It's a fair question — and the honest answer is more nuanced than most suppliers will tell you.
Standard blue and black nitrile gloves dominate the market because they were first. The blue color in most commodity gloves isn't a deliberate formulation choice — it's a legacy of the dye used in early powder-free nitrile compounds, and it stuck. Black became popular in automotive and tattoo markets because it hides contamination. Neither color was engineered for performance. They're just what the industry defaulted to.
Colored nitrile — pink, purple, orange, teal, green — entered the market primarily as a color-coding tool. Food processing facilities use color to separate departments. Medical distributors use it for brand differentiation. Industrial buyers use it to distinguish glove grades on the floor. The commercial case for color is real and growing.
But here's where buyers get tripped up: not all colored nitrile is formulated the same way. Some manufacturers add pigment as an afterthought — a surface dye or a high-load colorant dumped into a standard compound. Others, including us, integrate pigment into the nitrile formulation itself, with stability testing and food-contact compliance built in. The performance difference between those two approaches is significant, and it's what this comparison is actually about.
Quick verdict: A properly formulated colored nitrile glove — one where pigment is compounded in at controlled load levels — performs on par with standard blue or black across tensile strength, elongation, and chemical resistance. The risk isn't color itself. The risk is buying colored nitrile from a supplier who didn't do the formulation work.
—
What the Pigment Actually Does Inside a Nitrile Compound
Nitrile gloves are made by dipping ceramic formers into a nitrile butadiene rubber (NBR) compound, curing under heat, and stripping. The compound is a liquid emulsion — nitrile polymer, vulcanizing agents, stabilizers, and additives. Pigment goes into that emulsion.
The concern buyers raise — does color affect tensile strength? — is really a question about pigment load and dispersion. Here's the mechanism:
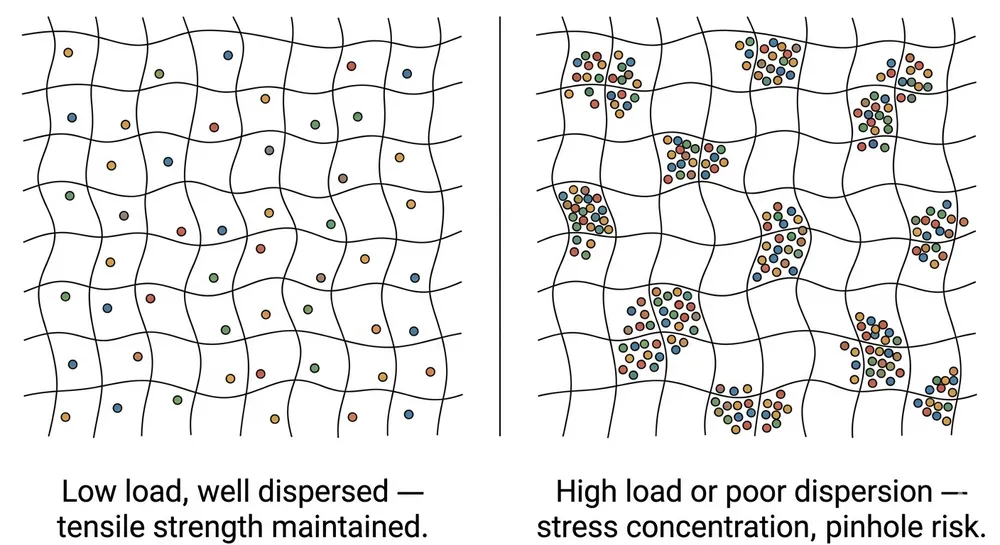
Inorganic pigments (iron oxides, titanium dioxide) are particulate. At low, well-dispersed loads, they integrate into the polymer matrix without disrupting the crosslink network. At high loads or poor dispersion, they act as stress concentrators — micro-voids form around pigment particles during elongation, and the glove tears at lower force than it should.
Organic pigments behave differently. Some are chemically reactive with the vulcanization system. If the pigment interferes with sulfur crosslinking, you get under-cured zones — areas where the polymer network is weaker. That's where pinhole failures originate.
(We ran into this with a purple pigment system about six years ago — the organic violet we were testing was chelating zinc from the accelerator package. The gloves looked fine but failed AQL at 1.5 on pinhole rate. We reformulated with a different pigment chemistry and the problem disappeared.)
The practical implication: the pigment type and load level matter more than the color itself. A pink glove made with 0.8% iron oxide red at proper dispersion will test identically to a standard blue glove. A pink glove made with 3% poorly dispersed organic pigment will not.

—
Head-to-Head: Colored Nitrile vs Standard Blue/Black
The table below compares properly formulated colored nitrile against standard commodity blue/black nitrile across the dimensions that matter for sourcing decisions.
| Property | Standard Blue / Black | Properly Formulated Colored Nitrile | Notes |
|---|---|---|---|
| Tensile strength | 14–20 MPa (ASTM D6319) | 14–20 MPa | Equivalent when pigment load is controlled |
| Elongation at break | ≥500% | ≥500% | No meaningful difference at correct pigment levels |
| Pinhole AQL | 1.5 (medical grade) | 1.5 (medical grade) | Requires proper pigment chemistry — not all colored gloves achieve this |
| Chemical resistance | NBR polymer baseline | NBR polymer baseline | Pigment does not alter NBR chemical resistance profile |
| Color consistency batch-to-batch | High (legacy compound, stable) | Variable — depends on supplier's formulation discipline | This is the real differentiator between colored glove suppliers |
| Food-contact compliance | Standard — no pigment concern | Requires food-safe pigment certification | Critical for food processing applications |
| Medical-grade availability | Widely available | Available — requires FDA 510(k) or CE/EN455 with colored compound | Not all colored gloves carry medical certification |
| MOQ flexibility | Low — commodity SKU | Higher for custom colors; standard colors (pink, blue, black) lower | Custom Pantone matching requires minimum run |
| Price premium | Baseline | +5–15% for standard colors; higher for custom Pantone | Pigment cost + formulation overhead |
The performance columns are essentially flat when the formulation is done correctly. The real divergence is in color consistency, compliance documentation, and price — which are sourcing variables, not chemistry variables.
—
The Hidden Cost: Color Drift Across Production Runs
This is the section most buyers miss until their second or third container.
Standard blue nitrile is stable because the compound has been running for decades. The pigment system is locked in, the supplier's QC knows exactly what "blue" looks like, and batch-to-batch variation is minimal. You order blue, you get blue.
Colored nitrile — especially custom or semi-custom colors — introduces a formulation variable that most commodity glove factories aren't equipped to manage. Color drift happens when:
- Pigment lot changes between production runs (different supplier, different particle size distribution)
- Mixing time or temperature varies, affecting dispersion
- The compound's pH shifts slightly, which can affect certain organic pigments
- The factory doesn't have a spectrophotometer-based color QC step
For a distributor building a private-label pink glove line, color drift is a brand problem. Your downstream customers — hospitals, food processors, dental offices — will notice if the pink in Q1 looks noticeably different from the pink in Q3. That's a complaint that lands on your desk, not the factory's.
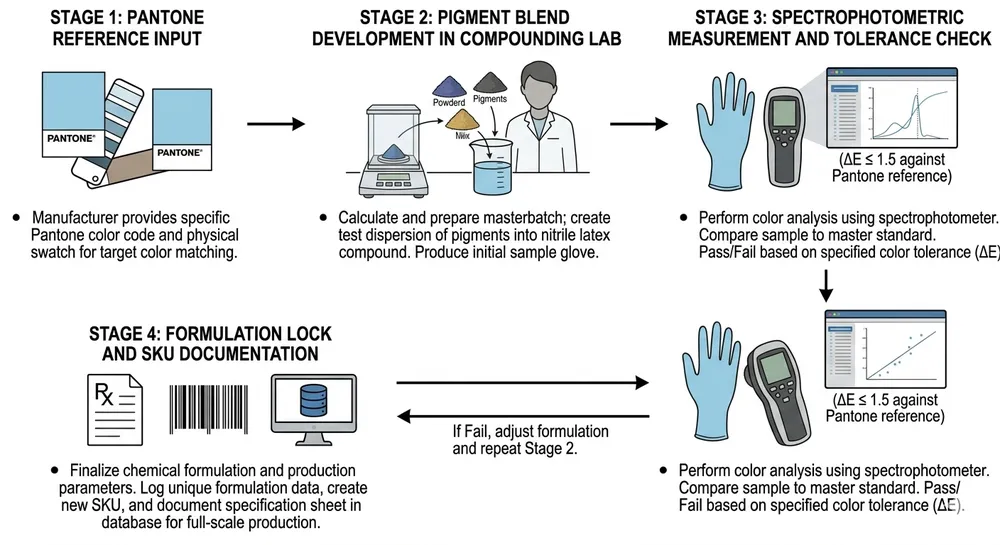
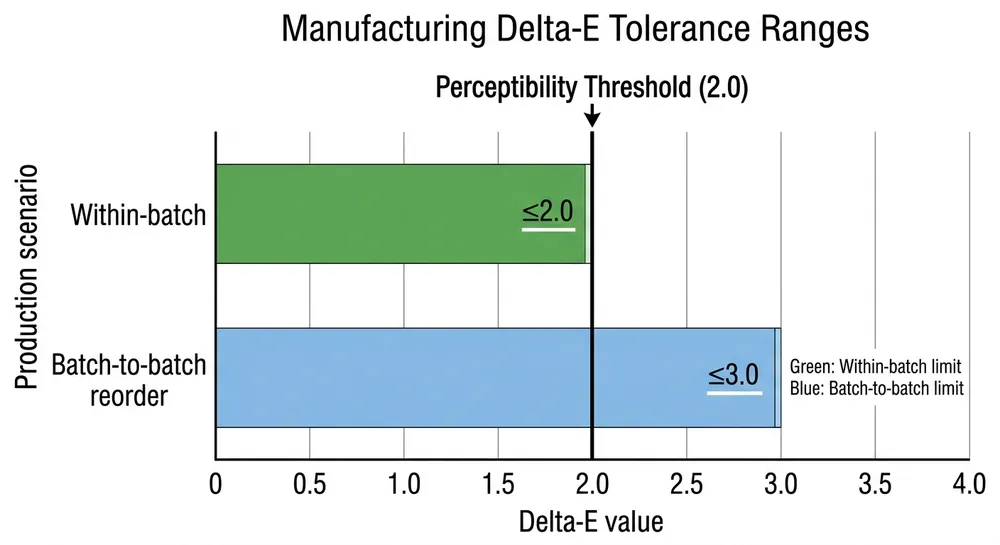
We address this with in-house spectrophotometer measurement on every production batch, Pantone reference standards locked per SKU, and a ΔE tolerance of ≤1.5 for standard colors. (ΔE is the color difference unit — human eyes start noticing at around ΔE 2.0, so ≤1.5 keeps you safely invisible to your customers.) For custom Pantone-matched colors, we run a color approval sample before full production and hold the reference standard on file for repeat orders.
If your current colored glove supplier can't tell you their ΔE tolerance or doesn't use spectrophotometer QC, that's your answer on color consistency.

—
Chemical Resistance: Does Color Change What the Glove Blocks?
Short answer: no — if the base polymer is the same NBR compound.
Chemical resistance in nitrile gloves is a function of the polymer backbone, not the colorant. NBR resists oils, greases, fuels, and many solvents because the acrylonitrile content (typically 33–40% in medical/industrial grade nitrile) creates a relatively polar polymer that doesn't swell readily in non-polar chemicals. That chemistry doesn't change when you add iron oxide red to make the glove pink.
Where color can interact with chemical resistance is in accelerator-free formulations. Some colored gloves use accelerator-free (Type IV allergy-safe) compounds. The crosslink chemistry in accelerator-free nitrile is different — typically peroxide-cured rather than sulfur-cured — and the chemical resistance profile shifts slightly. Peroxide-cured nitrile generally has slightly lower resistance to ketones and esters compared to sulfur-cured. That's a formulation choice, not a pigment effect, but it's worth knowing if your buyers are working with specific chemical exposures.
(We offer both accelerator-containing and accelerator-free colored nitrile. If your market is healthcare or food processing where Type IV allergy concerns are common, the accelerator-free version is worth the small price premium — it opens more doors than it closes.)
For standard industrial and food-contact applications, a colored nitrile glove from a competent manufacturer will give you the same chemical resistance profile as the blue or black equivalent. The NBR is the NBR.
—
Application Scenarios: Which Option Wins
Scenario 1: Food Processing Facility Color-Coding Program
Winner: Colored nitrile — decisively.
A food processing plant running separate lines for raw meat, produce, and packaging needs visual separation that's enforced at a glance. Blue gloves on every line defeats the purpose. Color-coded nitrile — blue for produce, pink for ready-to-eat, green for sanitation — gives supervisors an instant visual audit tool.
The commercial case for your distribution business: food processing facilities buy in volume, reorder on predictable cycles, and need color consistency across orders. A distributor who can supply food-safe certified colored nitrile with consistent color across annual contracts has a defensible position that a commodity blue glove supplier can't match.
Sourcing requirement: confirm food-contact pigment compliance (EU 10/2011 or FDA 21 CFR equivalent) and request the pigment safety data sheet. Not all colored gloves carry this documentation.
Scenario 2: Medical/Dental Private-Label Brand
Winner: Colored nitrile — with certification verification.
Pink and purple nitrile have become the de facto colors for dental and aesthetic medical markets. The color signals cleanliness and professionalism in a way that blue commodity gloves don't. For a distributor building a private-label medical glove brand, colored nitrile is a margin opportunity — you can command a price premium over commodity blue while sourcing from the same manufacturing base.
The requirement: the colored compound must carry FDA 510(k) clearance or CE/EN455 certification. Not all colored glove manufacturers have run their colored compounds through the full medical device certification process. Ask specifically whether the certification covers the colored SKU or only the standard blue compound.
Our colored nitrile — including Pink Nitrile Gloves — carries CE and EN455 certification on the colored compound, not just the base formulation.
Scenario 3: Industrial MRO / Automotive / General Purpose
Winner: Standard blue or black — unless color-coding is required.
For pure barrier performance in industrial applications where color-coding isn't a requirement, standard blue or black nitrile is the lower-cost, lower-complexity choice. The performance is equivalent, the supply chain is simpler, and the price is lower. There's no commercial reason to pay the color premium if your buyers don't need it.
Black nitrile specifically has a strong position in automotive, tattoo, and high-contamination industrial work because it hides grease and ink — a practical end-user preference that your buyers will pay for. If you're building an industrial glove line, black nitrile is worth carrying as a distinct SKU from standard blue.

—
What to Verify When Sourcing Colored Nitrile
This is where buyers get burned. The performance parity between colored and standard nitrile is real — but only when the supplier has done the formulation work. Here's what to verify before committing to a container:
Pigment compliance documentation
- For food-contact applications: EU Regulation 10/2011 or FDA 21 CFR 177.2600 pigment compliance
- For medical applications: confirm the certification (FDA 510(k) or CE/EN455) covers the specific colored compound, not just the base formulation
- Request the pigment safety data sheet — a legitimate supplier has it
Color consistency controls
- Ask for their ΔE tolerance specification
- Ask whether they use spectrophotometer QC or visual comparison
- Request color samples from two different production batches — compare them yourself
Tensile and elongation test data on the colored compound
- Don't accept test data from the standard blue compound as a proxy
- The colored compound should have its own test reports
- AQL 1.5 pinhole data should be specific to the colored SKU
Accelerator content
- If your market has Type IV allergy sensitivity (healthcare, food service), ask whether the colored compound is accelerator-free
- Accelerator-free colored nitrile is a smaller market — not all suppliers offer it
We provide full test documentation per colored SKU — tensile, elongation, AQL pinhole, and pigment compliance — as part of our standard sample package. If a supplier can't produce SKU-specific test data for their colored gloves, that's a formulation gap, not a paperwork gap.
—
Colored vs Standard Nitrile: The Sourcing Decision in Plain Terms
The performance question — do pigments affect tensile strength or chemical resistance — has a clean answer: not in a properly formulated glove. The NBR polymer does the work. The pigment rides along.
The sourcing question is harder. Colored nitrile requires more formulation discipline than standard blue or black, and not every factory has invested in that discipline. The risk isn't color — it's buying from a supplier who added pigment without doing the compound development work.
For distributors building color glove lines, the checklist is straightforward:
- SKU-specific test data (not proxy data from the blue compound)
- Pigment compliance documentation for your target application
- Color consistency controls with defined ΔE tolerance
- Certification coverage on the colored compound specifically
If you're evaluating colored nitrile for a private-label program or a facility color-coding contract, request a quote with your target color, application, and annual volume — we'll send back sample gloves from two production batches alongside the full test documentation so you can verify consistency before committing.