Color-coding gloves by department sounds straightforward until your first container arrives and the blue gloves in the food prep zone are thinner than the purple ones in the chemical handling area. Nobody planned for that. The color was chosen for visibility, not formulated for the application — and now you have a compliance gap that's harder to explain than it was to create.
We see this regularly with buyers setting up multi-department programs. The color decision gets made in procurement, the barrier spec gets assumed from the standard SKU, and the two never get reconciled before the order ships. By the time the facility manager notices the inconsistency, there are three pallets in the warehouse and a reorder already in motion.
This guide walks through how to build a color-coding system that actually holds — where each color carries a consistent barrier spec, the pigment is safe for its intended application, and your supplier can reproduce the same color across every production run.

Why Color-Coding Programs Fail at the Barrier Level
The failure isn't usually the color. It's the assumption that color is a cosmetic layer added on top of a standard glove — that you can take any nitrile formulation, add pigment, and get the same glove in a different shade.
That's not how nitrile compounding works.
Pigment is introduced at the compounding stage, before the nitrile latex is dipped onto the mold line. Different pigments — particularly inorganic oxides used for certain colors — interact with the nitrile polymer matrix differently. Some pigments are relatively inert. Others affect cure rate, tensile strength, or elongation at break if the formulation isn't adjusted to compensate. A manufacturer who sources pigment from multiple suppliers and doesn't run batch-level tensile testing is producing gloves where the color and the barrier spec are effectively decoupled.
The practical result: your purple gloves and your blue gloves may look identical on the shelf but test differently under ASTM D6319 or EN455 protocols. If you're running a regulated facility — food processing, pharmaceutical, clinical — that gap is a liability.
The second failure point is thickness targeting. Standard commodity nitrile runs at 0.08–0.10mm palm thickness. Some color SKUs, particularly from manufacturers who treat color as a secondary product line, get produced on whatever line is available with whatever compound is loaded. Thickness tolerance widens. AQL sampling gets compressed. The color is right; the spec is not.
(We've had buyers come to us after exactly this scenario — two colors from the same supplier, same box spec, 0.03mm thickness difference between them. That's not a rounding error; that's a different glove.)
Map Your Departments Before You Pick Colors
The color assignment is the last decision, not the first. Before you choose which color goes where, you need a department risk map that answers three questions for each zone:
1. What is the primary hazard? Chemical splash, biological contamination, food contact, or mechanical abrasion each require different barrier priorities. A janitorial zone using dilute cleaning agents has different requirements than a lab handling concentrated solvents.
2. What regulatory framework applies? Food-contact zones in the US fall under FDA 21 CFR requirements for indirect food additives — the pigment used in the glove must be compliant. Medical or clinical zones require gloves certified under FDA 510(k) or EN455. Industrial zones may only need ASTM D6319 industrial grade. Mixing these up by color is a compliance audit waiting to happen.
3. What is the cross-contamination risk? Color-coding only prevents cross-contamination if the colors are visually distinct under your facility's lighting conditions. A dark navy and a dark purple look identical under fluorescent warehouse lighting. Choose colors with enough hue separation that a worker can identify the zone at a glance, not after a second look.
Once you have the risk map, assign colors to zones based on hazard level — not aesthetics. A common working framework:
| Zone | Suggested Color | Barrier Priority |
|---|---|---|
| Food prep / direct contact | Blue | FDA food-contact pigment, 0.10mm+ |
| Chemical handling | Purple or Orange | Industrial grade, 0.12mm+ |
| Medical / clinical | White or Teal | FDA 510(k) or EN455, AQL 1.5 |
| Janitorial / general | Green | Standard grade, 0.08–0.10mm |
| Raw material / receiving | Black | Industrial grade, textured fingertip |
This is a starting framework, not a universal standard. Your facility's specific chemicals, regulatory jurisdiction, and contamination risk profile will shift the assignments. The point is to build the map first, then source the gloves to match it — not the other way around.

Specify Barrier Performance by Color, Not by Product Line
This is where most multi-department programs break down in the sourcing conversation. Buyers send a color list. Suppliers confirm availability. Nobody specifies that each color must meet the same — or deliberately different — barrier standard.
When you send an RFQ for a color-coding program, the spec sheet for each color should include:
- Minimum palm thickness (e.g., 0.10mm for food contact, 0.12mm for chemical zones)
- AQL level (1.5 for medical/food, 2.5 for general industrial)
- Tensile strength and elongation at break per ASTM D6319 or EN455 as applicable
- Pigment compliance declaration — food-contact zones need written confirmation that the pigment meets FDA 21 CFR or EU food-contact regulations
- Batch-to-batch color tolerance — ask for Delta E tolerance if color consistency across reorders matters for your program
A supplier who can't provide a per-color spec sheet with these parameters is not running color as a formulation discipline. They're running it as a dye job. That distinction matters when your facility gets audited.
We run each color SKU through the same AQL 1.5 inspection standard we apply to our medical-grade white gloves — online pinhole detection, thickness measurement at palm and fingertip, tensile pull on samples from each production batch. The color doesn't change the inspection protocol. (Some manufacturers run lighter QC on color SKUs because the volume is lower. That's exactly when you need to ask for the batch test reports, not assume they exist.)
The Pigment Compliance Question Most Buyers Skip
Food-contact and medical applications have specific requirements for what can be in the glove compound — and pigment is part of that compound, not a surface coating.
For food-contact applications, the relevant US standard is FDA 21 CFR 177.2600, which covers rubber articles intended for repeated use in contact with food. The pigment used must be either listed as an approved colorant or demonstrated to be non-migrating at the concentrations used. Not every color passes this test. Certain organic pigments used for vivid reds and oranges have migration concerns at elevated temperatures. Blues and greens based on phthalocyanine pigments are generally more stable.
For medical-grade applications under EN455 (Europe) or FDA 510(k) (US), the glove must pass biocompatibility testing as a finished product — meaning the pigmented formulation, not just the base nitrile. A manufacturer who has 510(k) clearance on their white glove but not on their blue glove cannot legally sell the blue glove as a medical device in the US market, regardless of how similar the formulations are.
For accelerator-free requirements — increasingly common in healthcare settings due to Type IV allergy concerns — the pigment question compounds. Accelerator-free nitrile uses a different cure chemistry, and not all pigments are compatible with that cure system. If your color-coding program includes an accelerator-free requirement for any zone, confirm that the manufacturer has validated the specific color in the accelerator-free formulation, not just in standard nitrile.
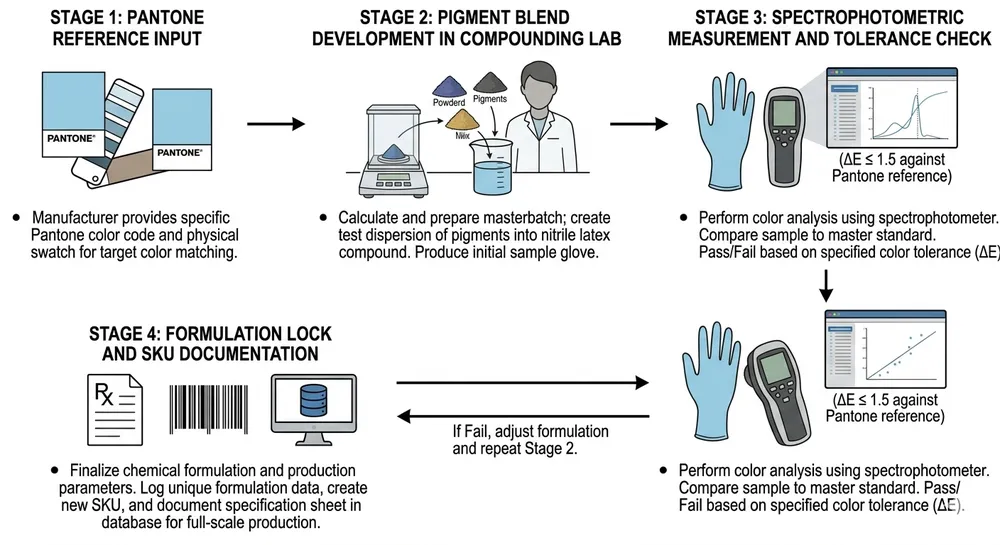
We work through these compliance questions at the formulation stage, before a color goes into production. Our in-house compounding lab runs the pigmented compound through the same validation sequence as any new formulation — tensile, elongation, biocompatibility where required, and food-contact migration testing for applicable SKUs. It's slower than just adding pigment to an existing batch, but it's the only way to guarantee the color and the compliance travel together.
Maintaining Color Consistency Across Reorders
A color-coding program only works if the colors stay consistent. If your blue gloves from the second container are noticeably different from the first, workers stop trusting the system — and a color-coding system that workers don't trust is worse than no system at all, because it creates false confidence.
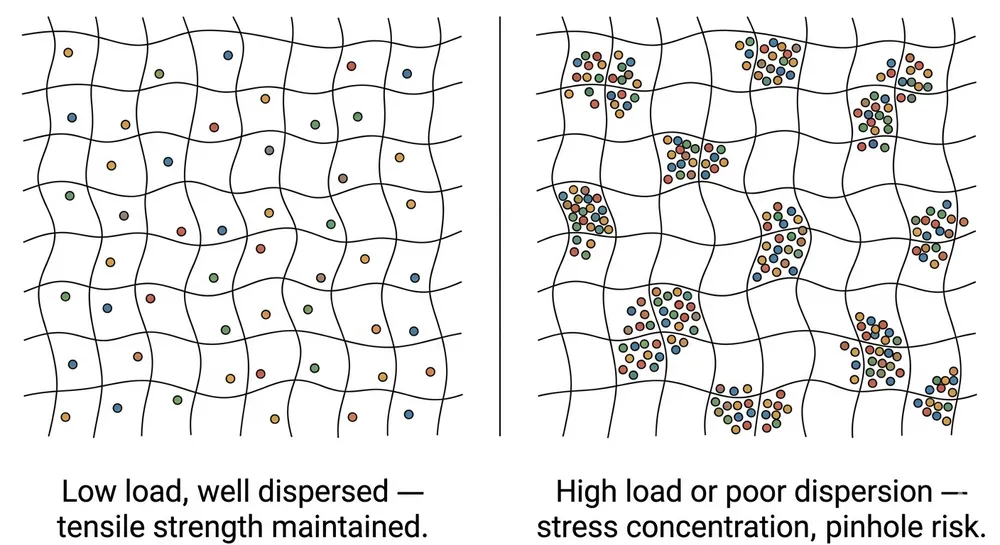
Color consistency in nitrile gloves is a compounding discipline, not a printing problem. The pigment is dispersed through the liquid nitrile compound before dipping. Batch-to-batch variation comes from:
- Pigment lot variation — different pigment batches from the same supplier can have measurable hue shifts
- Dispersion consistency — pigment must be uniformly dispersed in the compound; poor mixing creates color streaking and batch variation
- Compound viscosity changes — temperature and humidity in the compounding room affect viscosity, which affects pigment distribution
- Dipping line speed — faster line speeds produce thinner films, which affects color depth
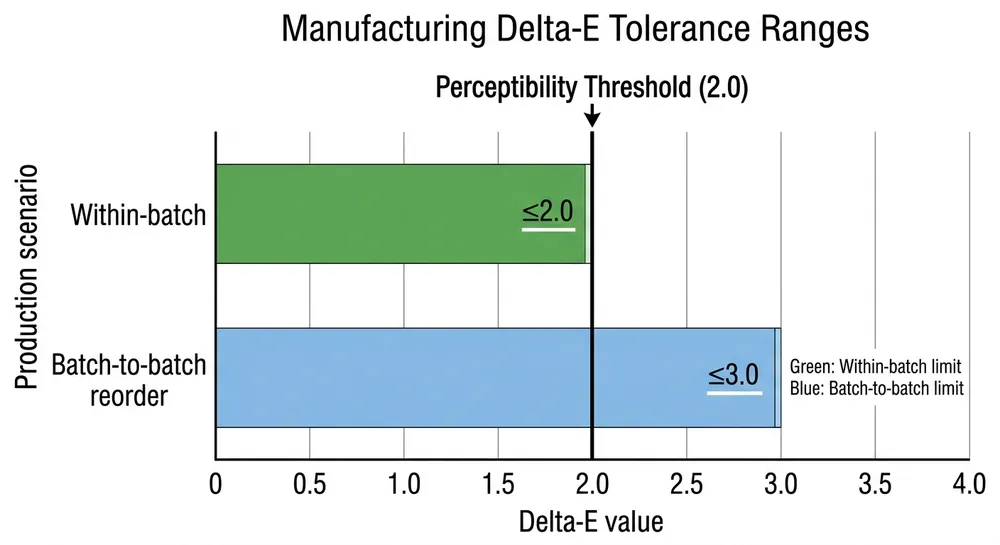
A manufacturer controlling for all of these will hold color within a Delta E of 2–3 across production batches. That's tight enough that the colors look consistent to the human eye under normal facility lighting. Delta E above 5 is visible as a color shift; above 8, workers will notice and question whether they have the right gloves.
When you're evaluating a supplier for a color-coding program, ask specifically: what is your batch-to-batch color tolerance, and how do you measure it? A supplier who answers in Delta E values with a documented measurement protocol is running color as a quality parameter. A supplier who says "we match to the approved sample" without a measurement standard is relying on visual inspection — which is subjective and degrades over time as the reference sample ages.

Step-by-Step: Building a Sourcing Spec for a Color-Coding Program
When you're ready to source, structure your RFQ to get comparable responses across suppliers. A color-coding program RFQ should include:
1. Color list with Pantone references Don't describe colors by name alone. "Blue" means different things to different manufacturers. Specify Pantone codes — even approximate ones — so the supplier can confirm whether they can match or propose the closest available formulation.
2. Per-color barrier spec As covered above: thickness, AQL, tensile, elongation, and applicable certification for each color/zone combination.
3. Pigment compliance requirements State explicitly which colors will be used in food-contact or medical applications and request written compliance confirmation for those SKUs.
4. Reorder consistency requirement Specify Delta E tolerance and ask whether the supplier maintains a color master standard for your SKU. If they don't, your second order is a gamble.
5. MOQ per color Color SKUs typically carry higher MOQs than standard white or blue because the compounding lab needs to prepare a dedicated batch. At glovemfg, standard color SKUs run from approximately one container (around 2,000 boxes) for established colors in our range. Custom Pantone-matched colors require a minimum run to justify the formulation and validation work — ask about this upfront so it doesn't surprise you at the order stage.
6. Sample protocol Request pre-production color samples and barrier test reports before approving the production run. A supplier who won't provide batch test data before you commit to a container is not a supplier you want running your color-coding program.
Common Mistakes That Undermine Color-Coding Programs
These are the failure patterns we see most often, usually after the first container has already shipped:
Choosing colors that are too similar. Dark blue and dark purple, or forest green and teal, are hard to distinguish under typical facility lighting. Test your color set under the actual lighting conditions in your facility before finalizing the program.
Assuming all colors carry the same spec. As covered above — they don't, unless you specify that they must and verify it with test data.
Not locking the color standard with the supplier. If you don't provide a Pantone reference and a Delta E tolerance, the supplier has no obligation to match your first order on the second. Get the color standard documented in the purchase agreement.
Skipping the pigment compliance check for food-contact zones. This is the most expensive mistake. A facility audit that finds non-compliant pigment in a food-contact glove creates a recall risk, not just a reorder.
Running different glove grades under the same color. If your blue gloves are medical grade in the clinical zone and industrial grade in the food prep zone, you need two separate SKUs — not one blue glove used in both. The color-coding system should map one-to-one with one spec, or the system creates confusion rather than preventing it.
What to Ask Your Supplier Before Committing to a Color Program
A short checklist for the sourcing conversation:
- Do you run color SKUs on the same dipping lines and with the same QC protocol as your standard SKUs?
- Can you provide per-color batch test reports (thickness, tensile, AQL) for the specific colors in my program?
- What is your batch-to-batch color tolerance, and how do you measure it?
- For food-contact colors: do you have a pigment compliance declaration for FDA 21 CFR or EU food-contact regulations?
- For medical-grade colors: do you have 510(k) clearance or EN455 certification on the specific color formulation?
- What is the MOQ for custom or non-standard colors, and what is the lead time for a new color formulation?
- How do you store the color master standard between production runs?
A supplier who can answer all of these specifically — with documentation — is running color as a manufacturing discipline. One who deflects or answers in generalities is not.
If you're building a colored nitrile gloves program for multiple departments and want to confirm specs before committing to a container, send us your color list and zone requirements — we'll come back with per-color spec sheets and compliance documentation for each application.
FAQ
Can the same nitrile glove formulation be used for all colors in a color-coding program?
Not reliably. Different pigments interact with the nitrile polymer matrix differently, and a manufacturer who doesn't adjust the formulation per pigment type will see variation in tensile strength and elongation across colors. For a regulated facility, each color used in a compliance-sensitive zone should have its own validated formulation and batch test data.
What colors are safe for food-contact nitrile gloves?
Blues and greens based on phthalocyanine pigments are among the most commonly used for food-contact applications because of their stability and low migration risk. Certain organic pigments used for vivid reds and oranges carry higher migration concerns. The definitive answer depends on the specific pigment and concentration — ask your supplier for a written FDA 21 CFR or EU food-contact compliance declaration for each color used in food zones.
How many colors can realistically be managed in a facility color-coding program?
Most facilities run 4–6 colors effectively. Beyond that, workers struggle to remember the assignments reliably, and the visual distinction between colors becomes harder to maintain. If your facility has more than six distinct risk zones, consider whether some zones can share a color with differentiated labeling rather than adding more colors to the program.
What is a realistic MOQ for a custom color nitrile glove program?
For established colors in a manufacturer's standard range, MOQ is typically one container (approximately 2,000 boxes for standard exam-size SKUs). Custom Pantone-matched colors that require new formulation work carry higher minimums — typically 3–5 containers — to justify the compounding lab time and validation run. Plan for this in your program budget if you need non-standard colors.